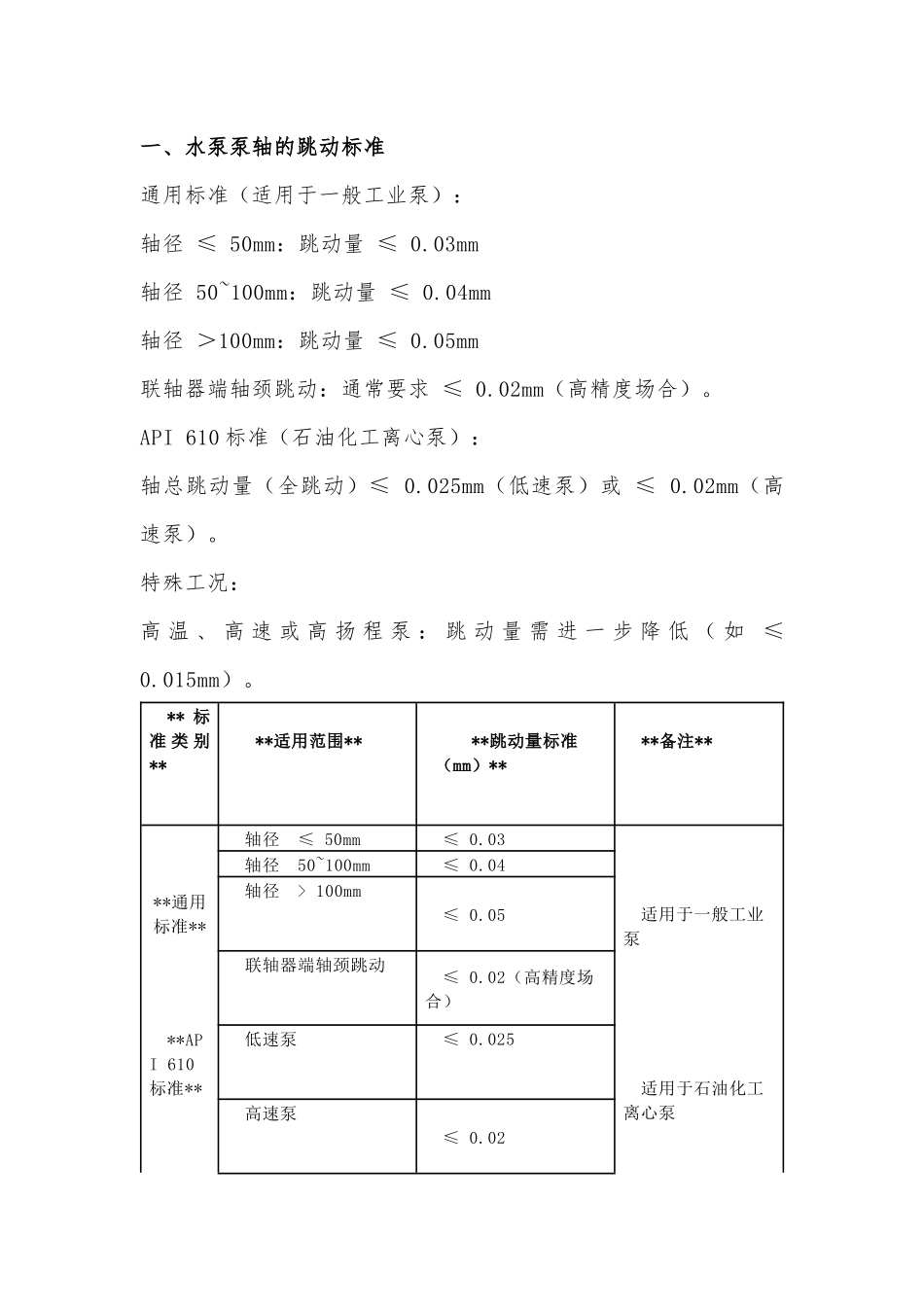
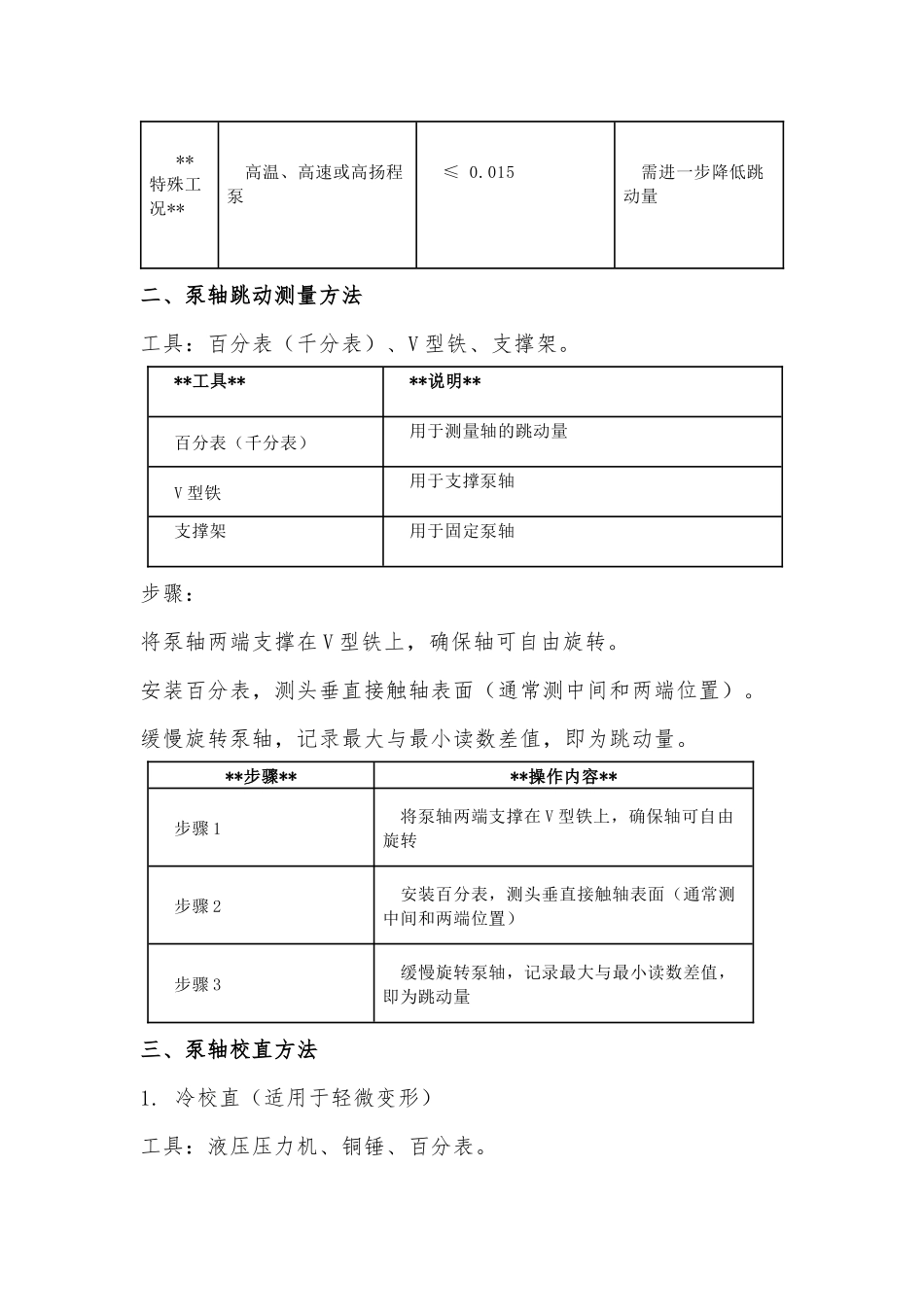
一、水泵泵轴的跳动标准通用标准(适用于一般工业泵):轴径 ≤ 50mm:跳动量 ≤ 0.03mm轴径 50~100mm:跳动量 ≤ 0.04mm轴径 >100mm:跳动量 ≤ 0.05mm联轴器端轴颈跳动:通常要求 ≤ 0.02mm(高精度场合)。API 610 标准(石油化工离心泵):轴总跳动量(全跳动)≤ 0.025mm(低速泵)或 ≤ 0.02mm(高速泵)。特殊工况:高 温 、 高 速 或 高 扬 程 泵 : 跳 动 量 需 进 一 步 降 低 ( 如 ≤ 0.015mm)。 ** 标准 类 别** **适用范围** **跳动量标准(mm)** **备注** **通用标准** 轴径 ≤ 50mm ≤ 0.03 适用于一般工业泵 轴径 50~100mm ≤ 0.04 轴径 > 100mm ≤ 0.05 联轴器端轴颈跳动 ≤ 0.02(高精度场合) **API 610标准** 低速泵 ≤ 0.025 适用于石油化工离心泵 高速泵 ≤ 0.02 **特殊工况** 高温、高速或高扬程泵 ≤ 0.015 需进一步降低跳动量 二、泵轴跳动测量方法工具:百分表(千分表)、V 型铁、支撑架。 **工具** **说明** 百分表(千分表) 用于测量轴的跳动量 V 型铁 用于支撑泵轴 支撑架 用于固定泵轴 步骤:将泵轴两端支撑在 V 型铁上,确保轴可自由旋转。安装百分表,测头垂直接触轴表面(通常测中间和两端位置)。缓慢旋转泵轴,记录最大与最小读数差值,即为跳动量。**步骤****操作内容** 步骤 1 将泵轴两端支撑在 V 型铁上,确保轴可自由旋转 步骤 2 安装百分表,测头垂直接触轴表面(通常测中间和两端位置) 步骤 3 缓慢旋转泵轴,记录最大与最小读数差值,即为跳动量 三、泵轴校直方法1. 冷校直(适用于轻微变形)工具:液压压力机、铜锤、百分表。 **工具** **说明** 液压压力机 用于施加压力 铜锤 用于轻敲轴表面 百分表 用于实时监测跳动量 步骤:测量跳动点,标记高点位置。将轴高点朝上放置,用压力机在凸起部位加压,逐步加载并实时监测跳动量。过压修正:加压量需略超过理论值(经验值约 0.01~0.02mm),释放后回弹。重复测量调整,直至跳动量达标。 **步骤** **操作内容** 步骤 1 测量跳动点,标记高点位置 步骤 2 将轴高点朝上放置,用压力机在凸起部位加压,逐步加载并实时监测跳动量 步骤 3 过压修正:加压量需略超过理论值(经验值约0.01~0.02mm),释放后回弹 步骤 4 重复测量调整,直至跳动量达标 2. 热校直(适用于较大变形或高硬度材质)工具:氧-乙炔火焰加...