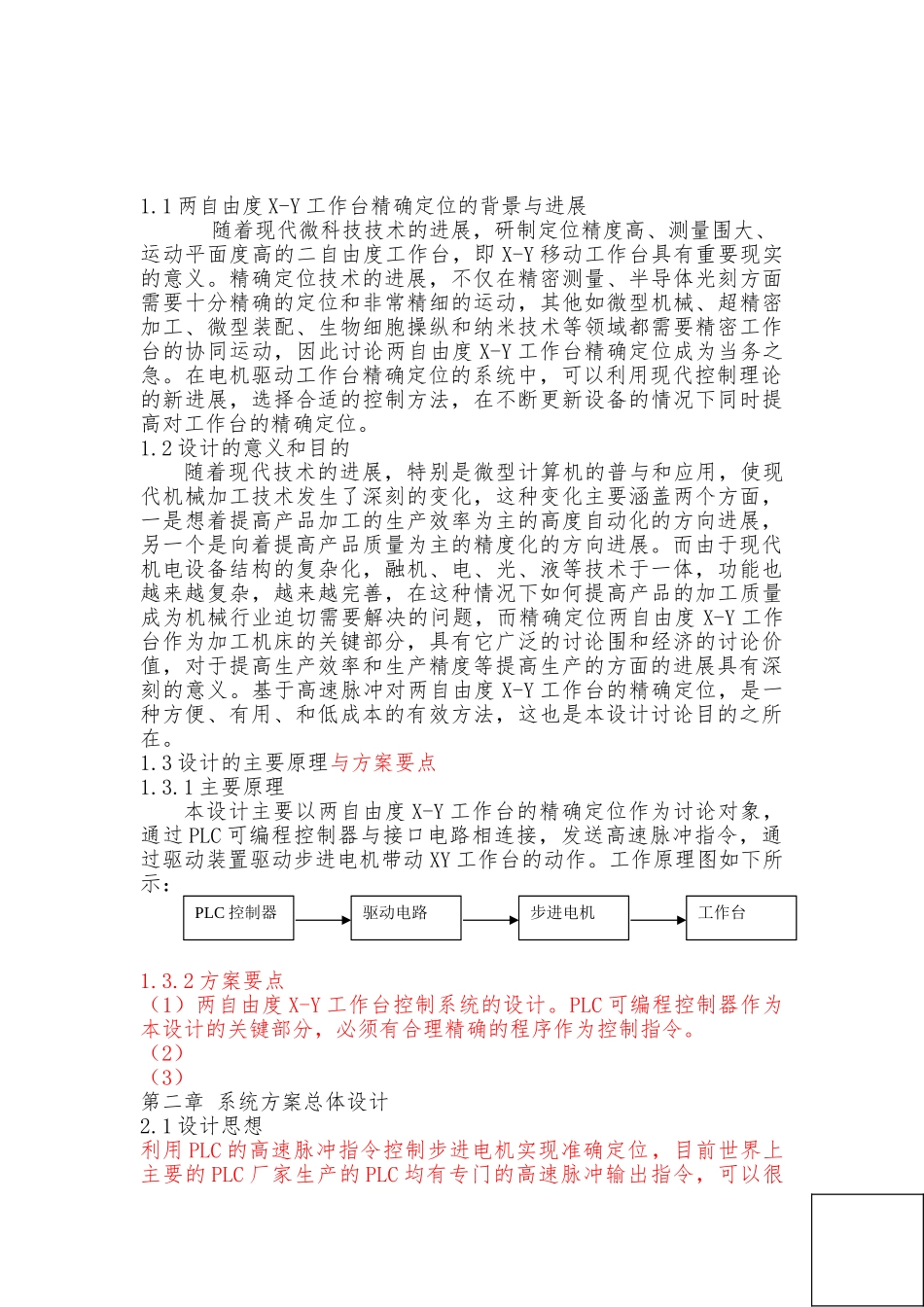
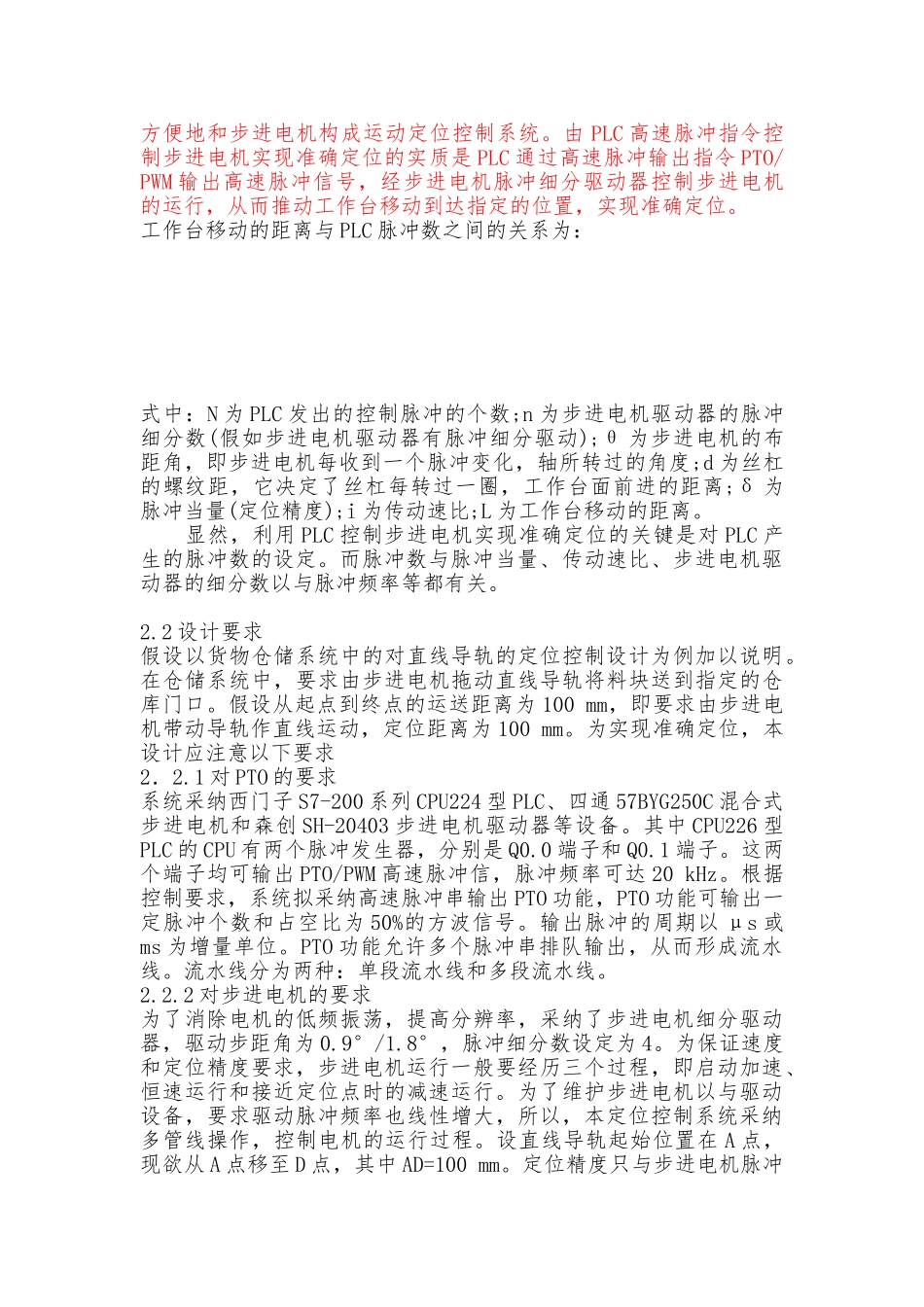
摘 要随着高精密加工技术的不断进展,人们对工作台的加工精度提出了越来越高的要求。而工作台的定位精度是影响其加工精度的主要因素之一,所以如何方便有用的提高对工作台的精确定位成为现在各个方面都在讨论的重要课题。而对于开环和半闭环控制系统,由于开环环节的存在,使得我们在本次讨论过程中的定位精度受到了一定的限制,对于工作台的定位精度主要取决于电机的控制精度以与程序控制误差的双重影响,为了达到最大限度的满足两自由度工作台 X-Y 的精确定位,本设计主要从基于高速脉冲的精确定位出发,以满足和提高现代机床的定位操作,从而满足人们两自由度工作台越来越高的要求。为了在一定场合取代高成本的定位控制,实现精确定位控制系统最优的性价比,采纳西门子 S7-200 系列 PLC 作为控制器,通过驱动器控制步进电机运行以实现准确定位。本设计采纳 PLC 基于高速脉冲的两自由度工作台精确定位控制系统,得出了精确定位控制系统设计与实施的关键,并给出了实现精确定位的控制方案与 PLC 程序。这种使用 PLC 实现的定位方法具有快速、精确、成本低、易于实现的特点,在工业生产中十分有用。关键词:工作台 精确定位 PLC 步进电机 引 言步进电机是一种将电脉冲转化为角位移的执行机构。当步进驱动器接收到一个脉冲信号时就驱动步进电机按设定的方向转动一个固定的角度(称为“步距角”),其旋转以固定的角度运行。可以通过控制脉冲个数来控制角位移量以达到准确定位的目的;同时也可以通过控制脉冲频率来控制电机转动的速度和加速度而达到调速的目的。步进电机作为一种控制用的特种电机,因其没有积累误差(精度为100%)而广泛应用于各种开环控制。 可编程序控制器(PLC)是专为在工业环境下应用而设计的一种工业控制计算机,具有抗干扰能力强、可靠性极高、体积小等显著优点,是实现机电一体化的理想控制装置。通过对步进电机定位与PLC 的深化讨论,本文提出了利用 PLC 的高速脉冲输出实现步进电机位置控制功能的有关见解与方法,介绍了步进电机加减速控制原理以与用PLC 实现步进电机快速精确定位的方法,给出了位置控制系统方案与软件设计思路,在实验室运行通过,对于工矿企业实现相关步进电机的精确定位控制具有较高的应用与参考价值1.1 两自由度 X-Y 工作台精确定位的背景与进展随着现代微科技技术的进展,研制定位精度高、测量围大、运动平面度高的二自由度工作台,即 X-Y 移动工作台具有重要现实的意义...