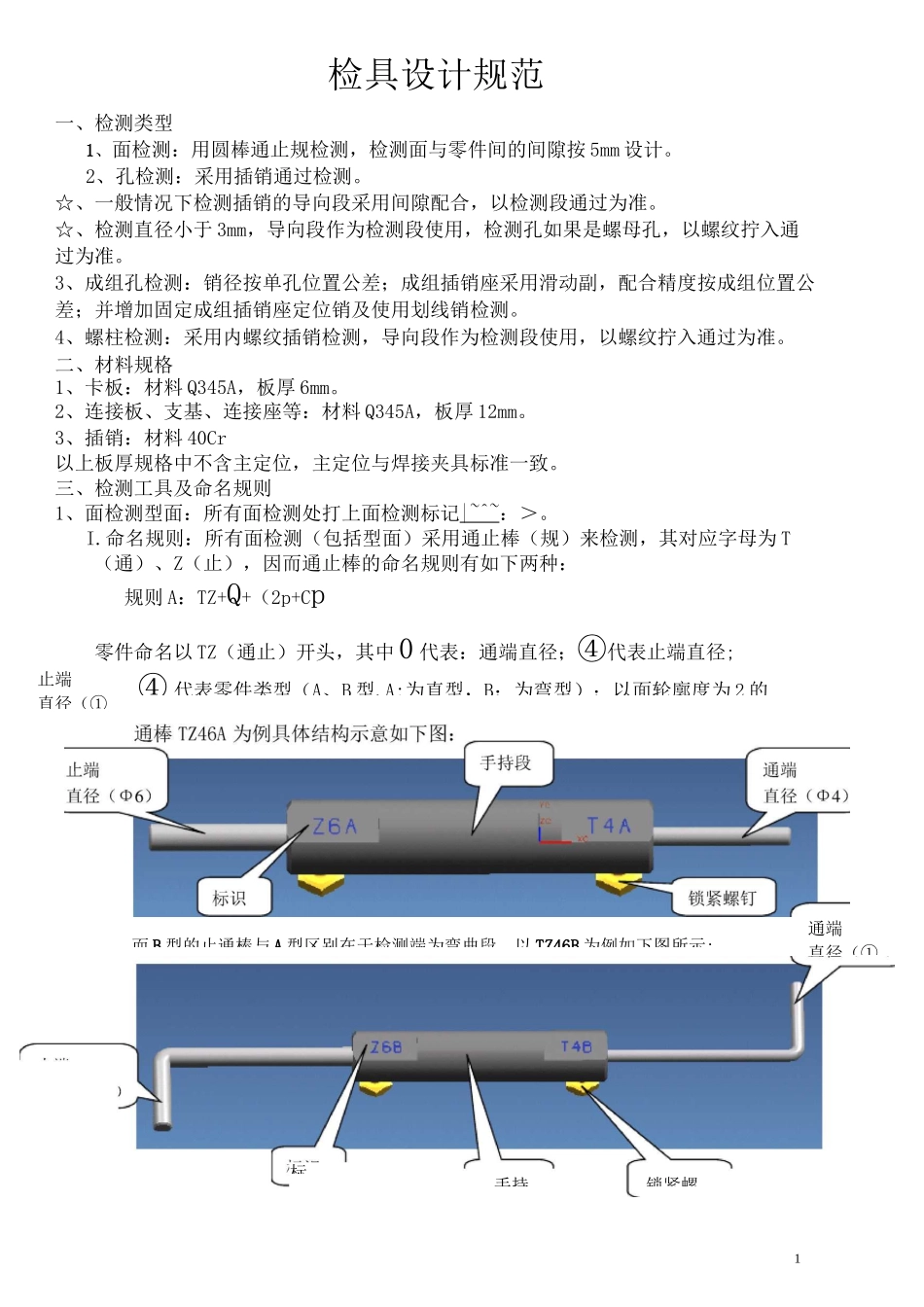
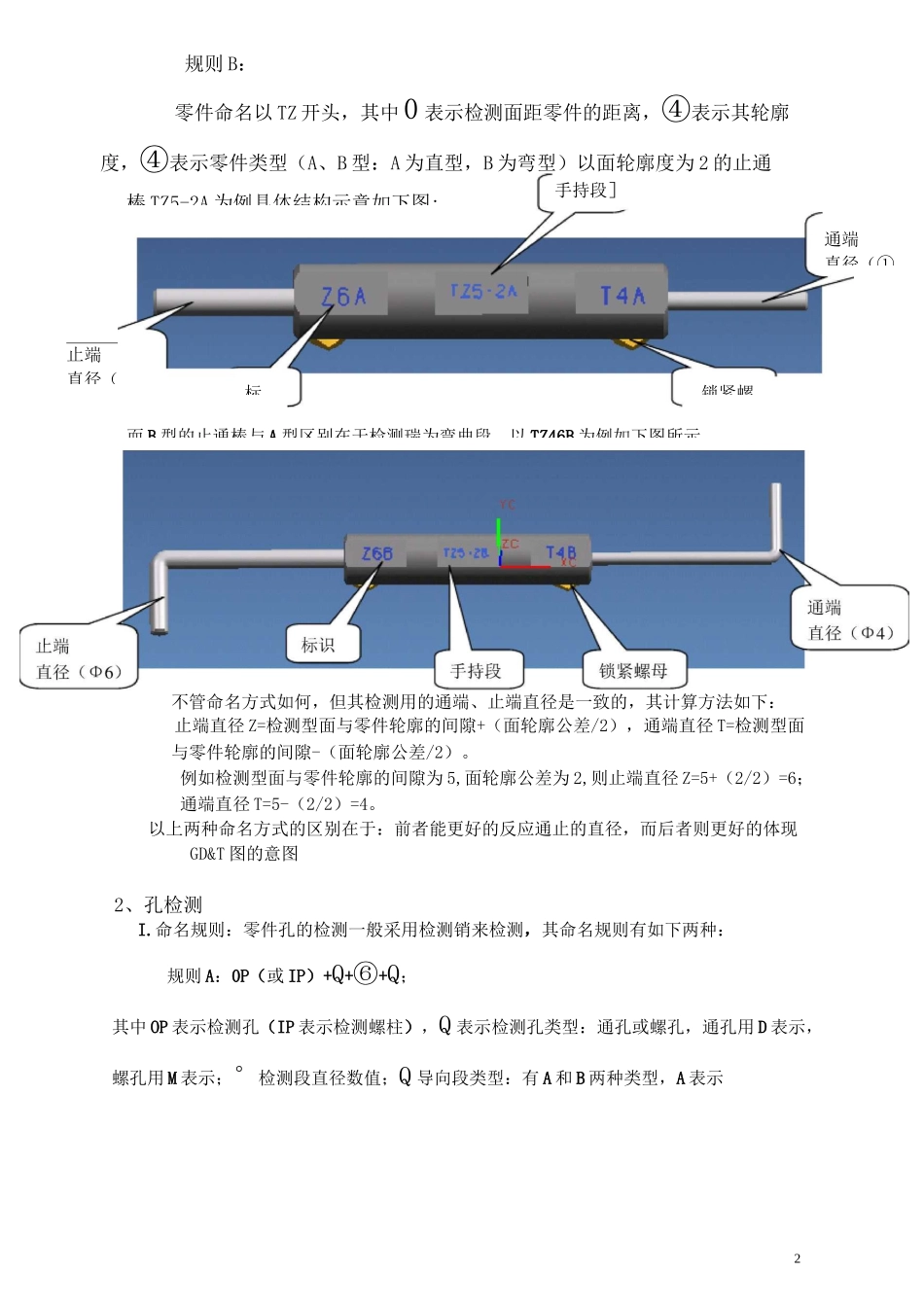
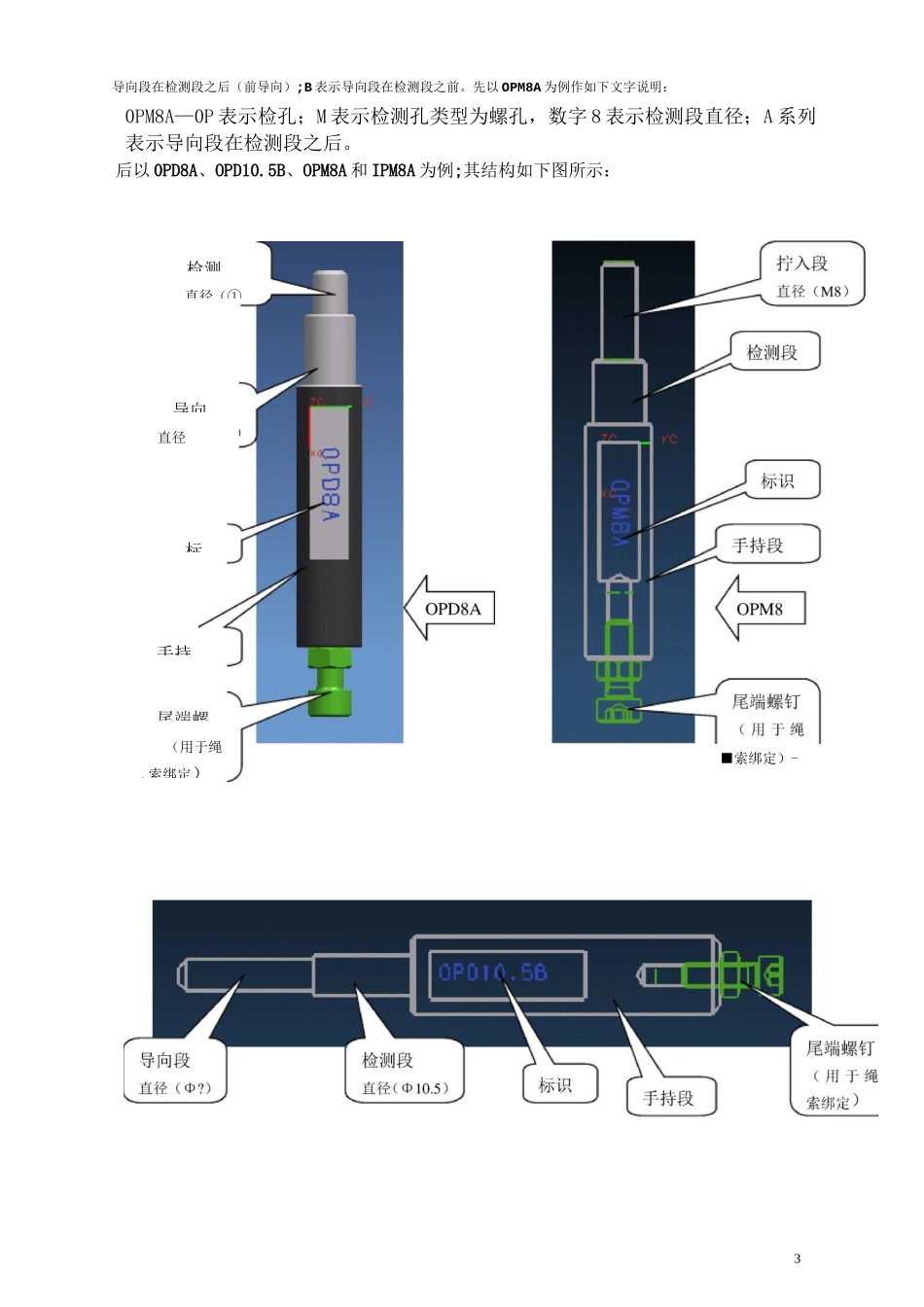
1检具设计规范一、检测类型1、面检测:用圆棒通止规检测,检测面与零件间的间隙按 5mm 设计。2、孔检测:采用插销通过检测。☆、一般情况下检测插销的导向段采用间隙配合,以检测段通过为准。☆、检测直径小于 3mm,导向段作为检测段使用,检测孔如果是螺母孔,以螺纹拧入通过为准。3、成组孔检测:销径按单孔位置公差;成组插销座采用滑动副,配合精度按成组位置公差;并增加固定成组插销座定位销及使用划线销检测。4、螺柱检测:采用内螺纹插销检测,导向段作为检测段使用,以螺纹拧入通过为准。二、材料规格1、卡板:材料 Q345A,板厚 6mm。2、连接板、支基、连接座等:材料 Q345A,板厚 12mm。3、插销:材料 40Cr以上板厚规格中不含主定位,主定位与焊接夹具标准一致。三、检测工具及命名规则1、面检测型面:所有面检测处打上面检测标记|~^~:>。I.命名规则:所有面检测(包括型面)采用通止棒(规)来检测,其对应字母为 T(通)、Z(止),因而通止棒的命名规则有如下两种:规则 A:TZ+Q+(2p+Cp零件命名以 TZ(通止)开头,其中0 代表:通端直径;④代表止端直径;④ 代表零件类型(A、B 型,A:为直型,B:为弯型);以面轮廓度为 2 的而 B 型的止通棒与 A 型区别在于检测端为弯曲段,以 TZ46B 为例如下图所示:标锁紧螺手持止端直径(①通端直径(①2止端直径(①规则 B:零件命名以 TZ 开头,其中0 表示检测面距零件的距离,④表示其轮廓度,④表示零件类型(A、B 型:A 为直型,B 为弯型)以面轮廓度为 2 的止通不管命名方式如何,但其检测用的通端、止端直径是一致的,其计算方法如下:止端直径 Z=检测型面与零件轮廓的间隙+(面轮廓公差/2),通端直径 T=检测型面与零件轮廓的间隙-(面轮廓公差/2)。例如检测型面与零件轮廓的间隙为 5,面轮廓公差为 2,则止端直径 Z=5+(2/2)=6;通端直径 T=5-(2/2)=4。以上两种命名方式的区别在于:前者能更好的反应通止的直径,而后者则更好的体现GD&T 图的意图2、孔检测I.命名规则:零件孔的检测一般采用检测销来检测,其命名规则有如下两种:规则 A:0P(或 IP)+Q+⑥+Q;其中 OP 表示检测孔(IP 表示检测螺柱),Q 表示检测孔类型:通孔或螺孔,通孔用 D 表示,螺孔用 M 表示;°检测段直径数值;Q 导向段类型:有 A 和 B 两种类型,A 表示通端直径(①标锁紧螺棒 TZ5-2A 为例具体结构示意如下图:手持段]而 B 型的止通棒与 A 型区...