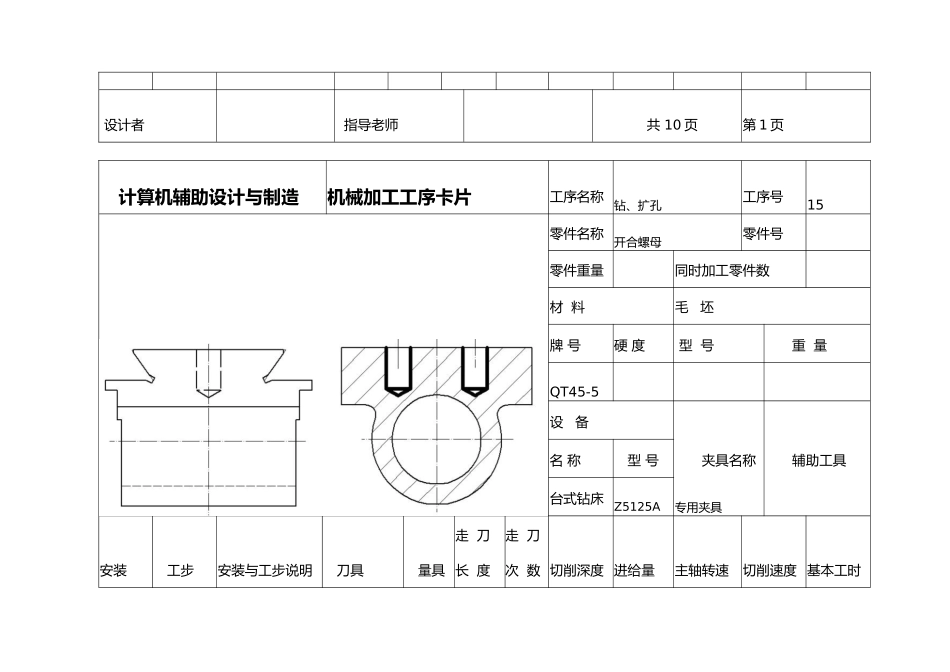
机械加工工序卡片设计与制造----------------------- -----------------------日期: 计算机辅助设计与制造 机械加工工序卡片工序名称粗铣平面工序号10零件名称开合螺母零件号零件重量同时加工零件数2材 料毛 坯牌 号硬 度 型 号重 量QT45-5设 备夹具名称辅助工具名 称型 号卧式铣床X6132专用夹具安装工步安装与工步说明刀具量具走 刀长 度走 刀次 数切削深度 进给量主轴转速切削速度 基本工时11粗铣平面铣刀游标卡尺12.5mm 0.6mm/r 650r/min 60m/mm 设计者 指导老师共 10 页第 1 页 计算机辅助设计与制造 机械加工工序卡片工序名称钻、扩孔工序号15零件名称开合螺母零件号零件重量同时加工零件数材 料毛 坯牌 号硬 度 型 号重 量QT45-5设 备夹具名称辅助工具名 称型 号台式钻床Z5125A专用夹具安装工步安装与工步说明刀具量具走 刀长 度走 刀次 数 切削深度 进给量主轴转速切削速度 基本工时11钻11.85 孔 , 深2011.85 钻头游标卡尺16mm1.2mm/r 160r/min 45m/mm12扩12 孔12 扩孔钻头 游标卡尺10.15mm0.8mm/r 160r/min 55m/mim 设计者 指导老师共 10 页第 2 页 计算机辅助设计与制造 机械加工工序卡片工序名称铣面、空刀槽工序号20零件名称开合螺母零件号零件重量同时加工零件数材 料毛 坯牌 号硬 度 型 号重 量QT45-5设 备夹具名称辅助工具名 称型 号卧式铣床 X6132专用夹具安装工步安装与工步说明刀具量具走 刀长 度走 刀次 数切削深度 进给量主轴转速切削速度基 本 工时 11粗铣平面锯片铣刀 游标卡尺1 0.6mm/r650r/min 60m/mim 1 2铣空刀槽锯片铣刀 游标卡尺10.6mm/r 700r/min 40m/mim13铣导轨侧面锯片铣刀 游标卡尺10.6mm/r 650r/min 50m/mim 设计者 指导老师共 10 页第 3 页 计算机辅助设计与制造 机械加工工序卡片工序名称粗刨平面工序号25零件名称开合螺母零件号零件重量同时加工零件数材 料毛 坯牌 号硬 度 型 号重 量QT45-5设 备夹具名称辅助工具名 称型 号牛头刨床 刨 6025专用夹具安装工步安装与工步说明刀具量具走 刀长 度走 刀次 数切削深度 进给量主轴转速切削速度 基本工时 11粗刨平面刨刀游标卡尺2 1.2mm 15m/min 设计者 指导老师共 10 页第 4 页 计算机辅助设计与制造 机械加工工序卡片工序名称粗镗孔工序号30零件名称开合螺母零件号零件重量同时加工零件数材 料毛 坯牌 号硬 度 型...