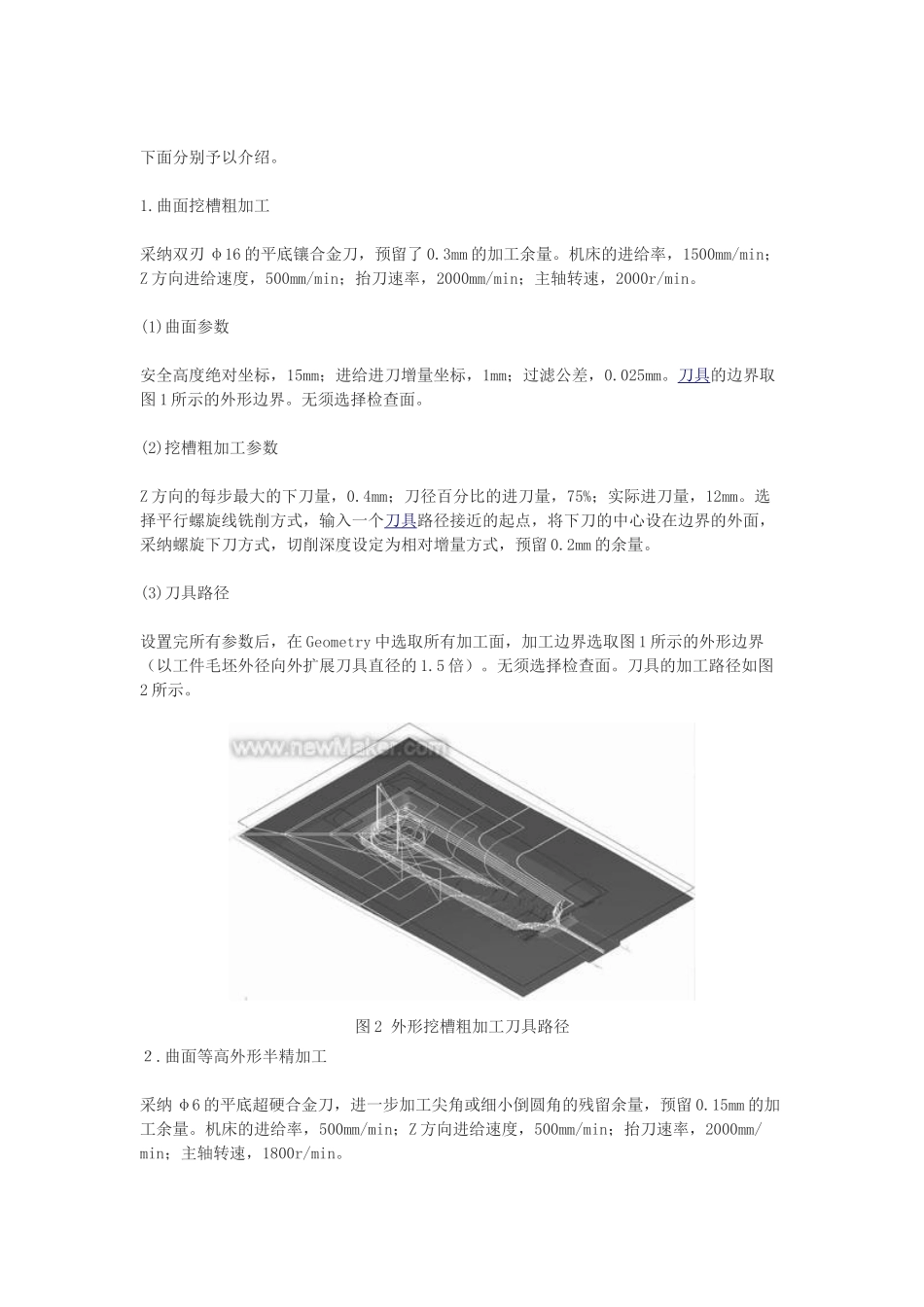
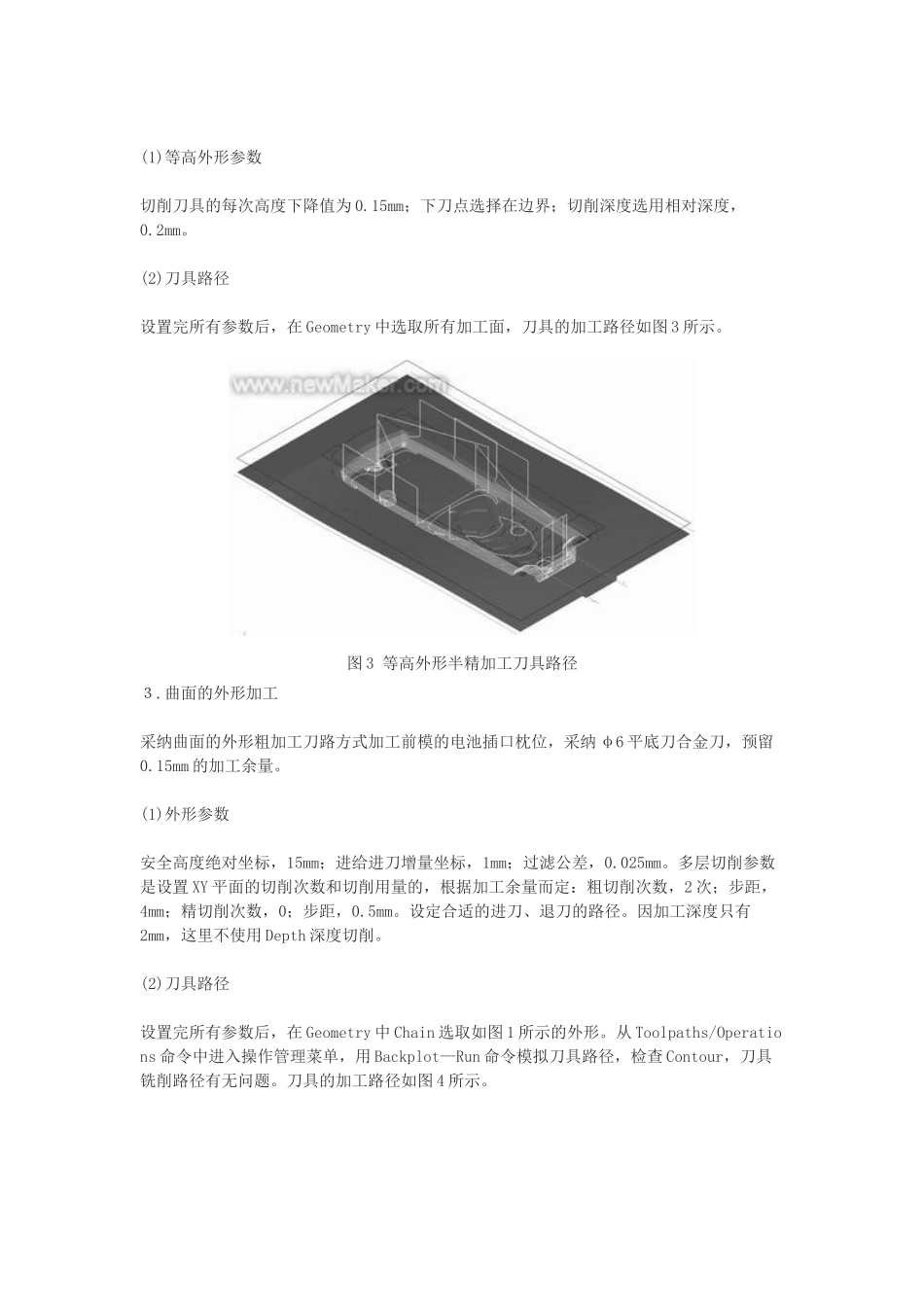
手机外壳模具型芯的数控加工(转)在现代化的模具生产中,随着对塑料件功能要求的提高,塑件部结构也变得越来越复杂,相应的模具结构也要随之复杂化。本文阐述了在塑料模具制造中所采纳的新的设计制造工艺方法路线:首先利用 Pro/ENGINEER 或 MasterCAM 等先进的 CAD/CAM 软件进行产品的 3D 图形设计;然后根据产品的特点设计模具结构,生成模具型腔实体图和工程图;再在 MasterCAM 中根据模具型腔的特点绘制 CNC 数控加工工艺图,拟定数控加工工艺路线,输入加工参数,生成刀具路径;最后进行三维加工动态仿真,生成加工程序,并输送到数控机床进行自动加工。以下就以一个手机前壳的模具为例,重点体说明这一加工流程。为减少篇幅,本文假定从生成三维加工工艺模型后开始,只涉与加工部分。一、前模的数控加工根据手机前壳的 3D 图形进行模具设计后,将模具型芯的 3D 实体图转换成 IGS 图形格式,输入到 MasterCAM 中。前模加工工艺 3D 图,如图 1 所示。图 1 前模加工工艺 3D 图其数控加工工艺如下:(1)曲面挖槽粗加工,采纳 φ16 的平底镶合金刀;(2)曲面等高外形半精加工,采纳 φ6 的平底刀;(3)曲面的外形粗加工前模的电池插口枕位,采纳 φ6 的平底刀;(4)直纹曲面粗加工枕位的平面部分,采纳 φ6 的平底刀;(5)直纹曲面粗加工枕位的圆弧面部分,采纳 φ6 的平底刀;(6)曲面平行精加工,采纳 φ10 的球头刀;(7)等高外形精加工下部的清角部分,采纳 φ3 的平底刀;(8)等高外形精加工上部的清角部分,采纳 φ3 的平底刀;(9)曲面等高外形精加工型腔,采纳 φ3 的平底刀;(10)直纹曲面加工型腔的分型面,采纳 φ16 的球头刀;(11)直纹曲面精加工枕位的平面部分,采纳 φ3 的平底刀;(12)直纹曲面精加工枕位的圆弧面部分,采纳 φ3 的平底刀。下面分别予以介绍。1.曲面挖槽粗加工采纳双刃 φ16 的平底镶合金刀,预留了 0.3mm 的加工余量。机床的进给率,1500mm/min;Z 方向进给速度,500mm/min;抬刀速率,2000mm/min;主轴转速,2000r/min。(1)曲面参数安全高度绝对坐标,15mm;进给进刀增量坐标,1mm;过滤公差,0.025mm。刀具的边界取图 1 所示的外形边界。无须选择检查面。(2)挖槽粗加工参数Z 方向的每步最大的下刀量,0.4mm;刀径百分比的进刀量,75%;实际进刀量,12mm。选择平行螺旋线铣削方式,输入一个刀具路径接近的起点,将下刀的中心设在边界的外面,采纳螺旋下刀方式...