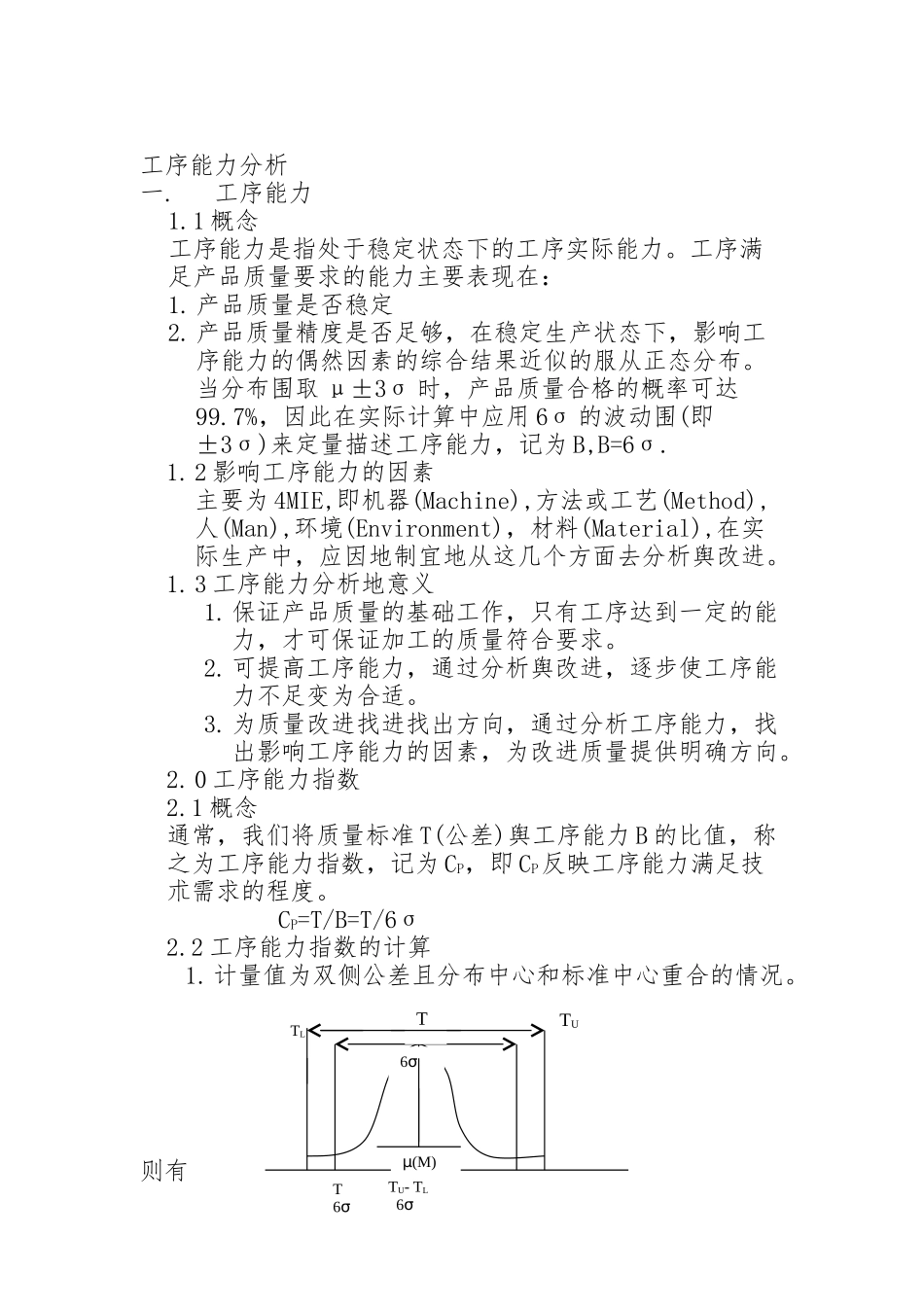
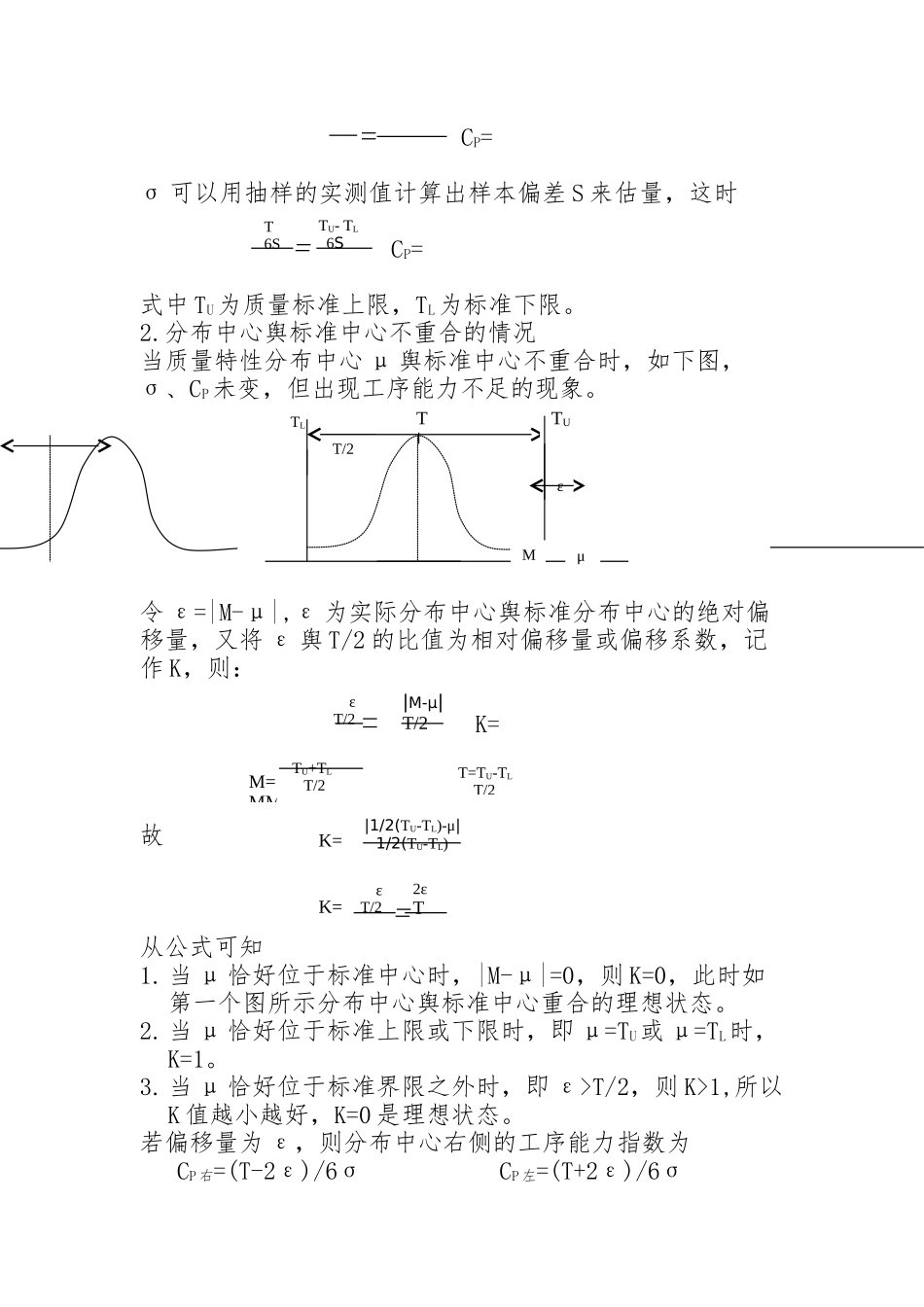
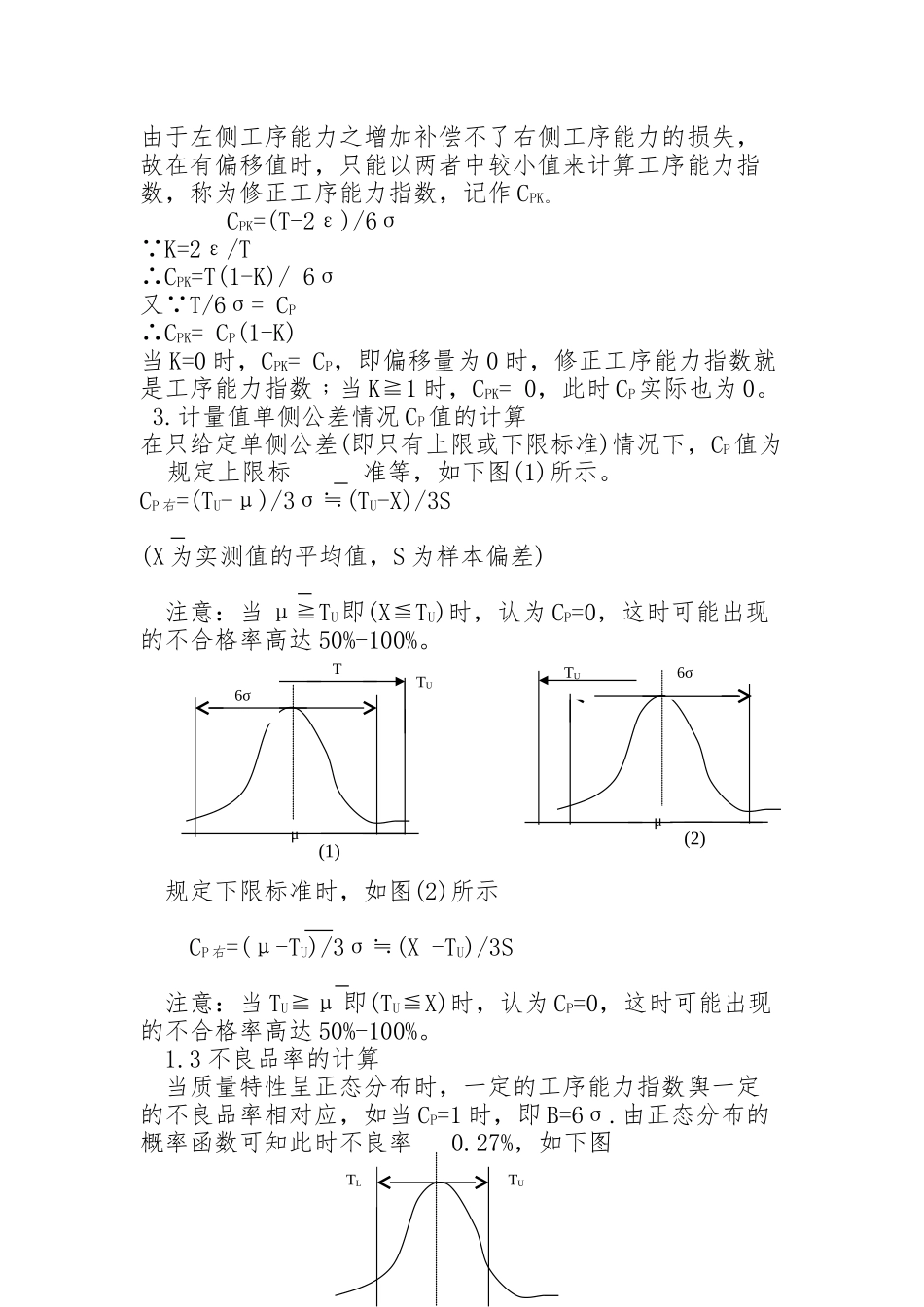
工序能力分析一.工序能力1.1 概念工序能力是指处于稳定状态下的工序实际能力。工序满足产品质量要求的能力主要表现在:1.产品质量是否稳定2.产品质量精度是否足够,在稳定生产状态下,影响工序能力的偶然因素的综合结果近似的服从正态分布。当分布围取 μ±3σ 时,产品质量合格的概率可达99.7%,因此在实际计算中应用 6σ 的波动围(即±3σ)来定量描述工序能力,记为 B,B=6σ.1.2 影响工序能力的因素主要为 4MIE,即机器(Machine),方法或工艺(Method),人(Man),环境(Environment),材料(Material),在实际生产中,应因地制宜地从这几个方面去分析舆改进。1.3 工序能力分析地意义1.保证产品质量的基础工作,只有工序达到一定的能力,才可保证加工的质量符合要求。2.可提高工序能力,通过分析舆改进,逐步使工序能力不足变为合适。3.为质量改进找进找出方向,通过分析工序能力,找出影响工序能力的因素,为改进质量提供明确方向。2.0 工序能力指数2.1 概念通常,我们将质量标准 T(公差)舆工序能力 B 的比值,称之为工序能力指数,记为 CP,即 CP反映工序能力满足技朮需求的程度。 CP=T/B=T/6σ2.2 工序能力指数的计算1.计量值为双侧公差且分布中心和标准中心重合的情况。则有TTUTL6σμ(M) T 6σTU- TL 6σ CP=σ 可以用抽样的实测值计算出样本偏差 S 来估量,这时 CP=式中 TU为质量标准上限,TL为标准下限。2.分布中心舆标准中心不重合的情况当质量特性分布中心 μ 舆标准中心不重合时,如下图,σ、CP未变,但出现工序能力不足的现象。令 ε=|M-μ|,ε 为实际分布中心舆标准分布中心的绝对偏移量,又将 ε 舆 T/2 的比值为相对偏移量或偏移系数,记作 K,则: K=故从公式可知1.当 μ 恰好位于标准中心时,|M-μ|=0,则 K=0,此时如第一个图所示分布中心舆标准中心重合的理想状态。2.当 μ 恰好位于标准上限或下限时,即 μ=TU或 μ=TL时,K=1。3.当 μ 恰好位于标准界限之外时,即 ε>T/2,则 K>1,所以K 值越小越好,K=0 是理想状态。若偏移量为 ε,则分布中心右侧的工序能力指数为 CP 右=(T-2ε)/6σ CP 左=(T+2ε)/6σ T 6STU- TL 6STLT/2TTUεMμεT/2|M-μ|T/2M=MM TU+TLT/2T=TU-TLT/2K= |1/2(TU-TL)-μ|1/2(TU-TL)K=εT/22εT由于左侧工序能力之增加补偿不了右侧工序能力的损失,故在有偏移值时,只能以两者中较小值来计算工序能力指数,称为修正工序能力指数,记作 CPK。 CP...