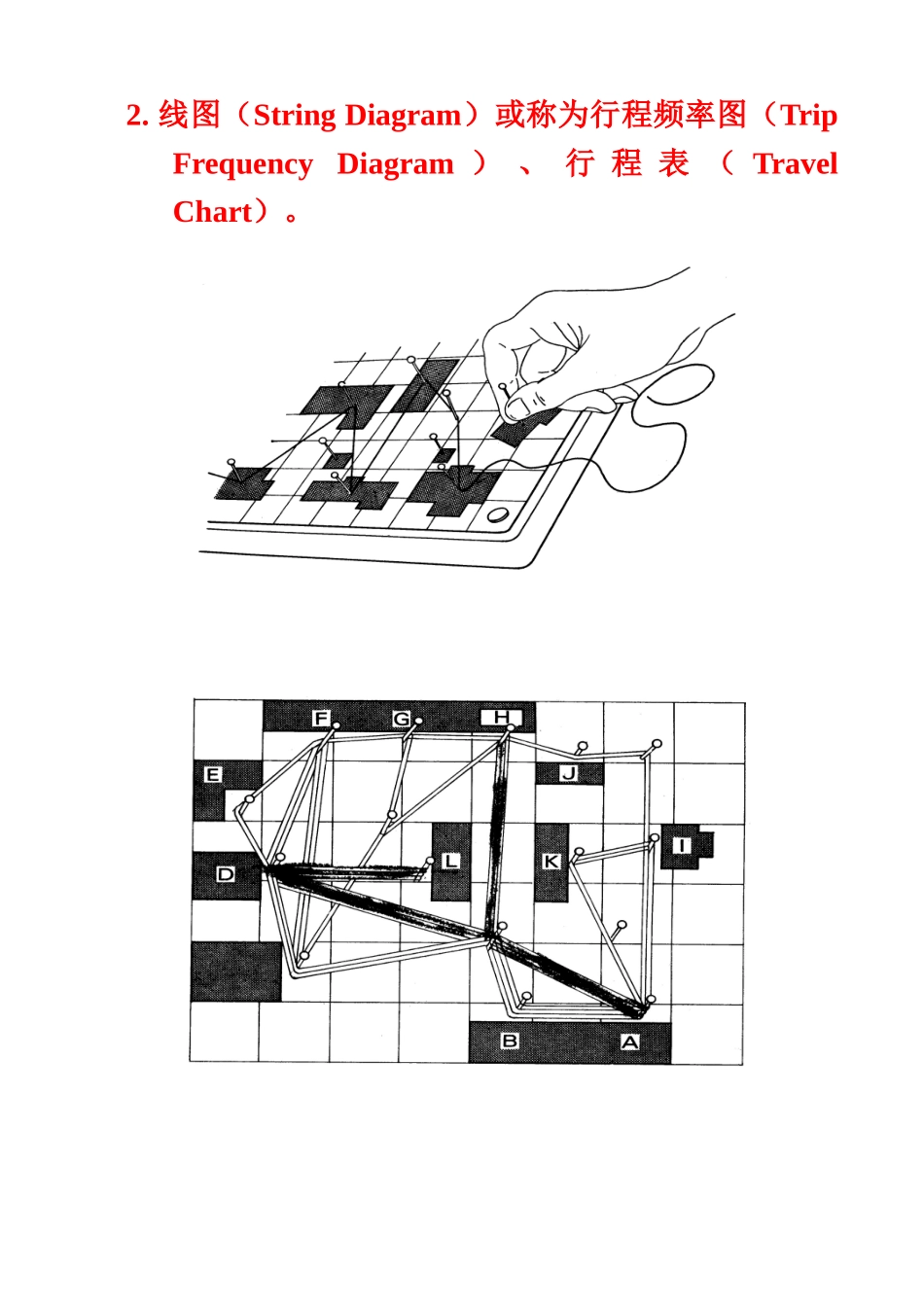
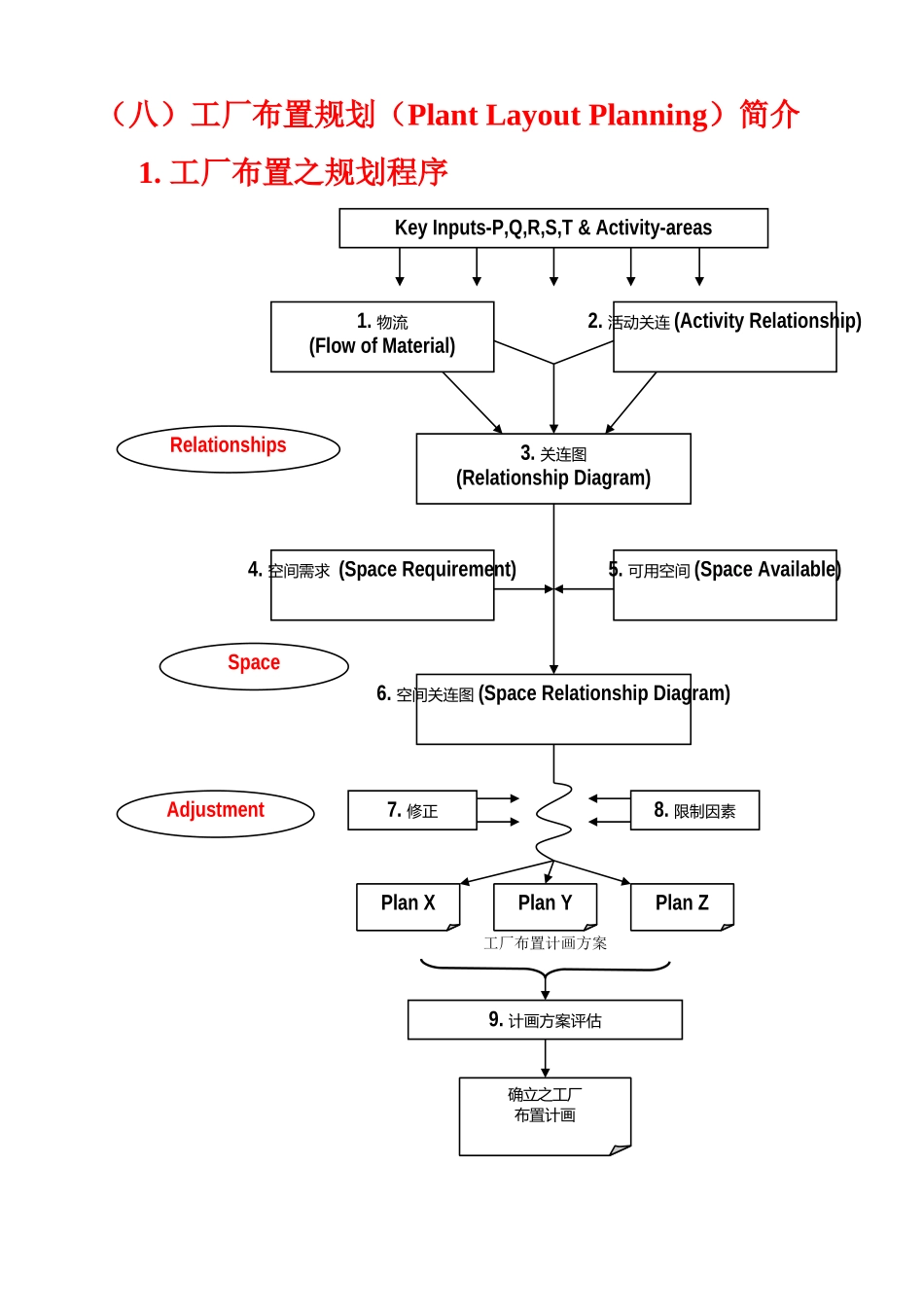
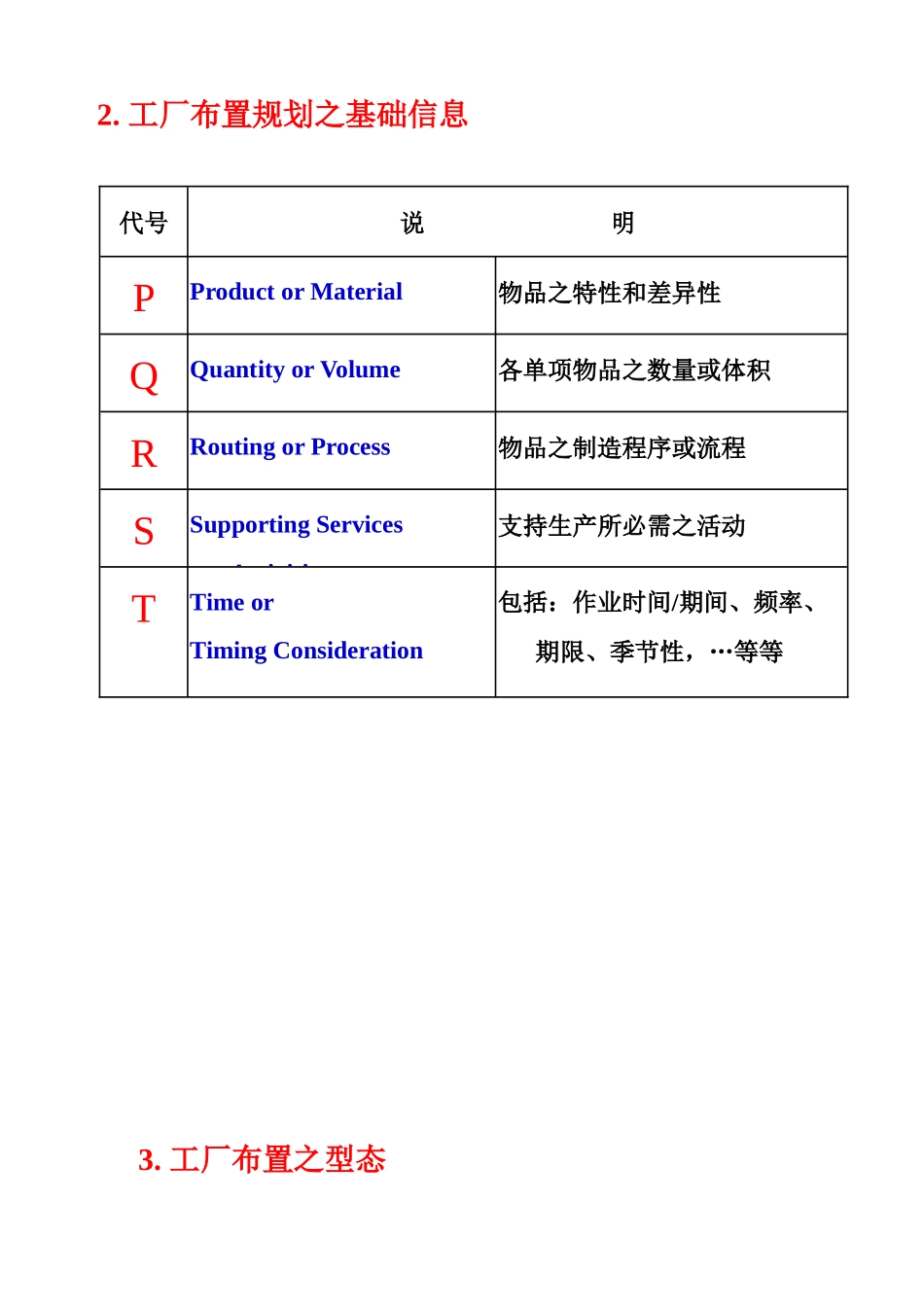
2. 线图(String Diagram)或称为行程频率图(Trip Frequency Diagram ) 、 行 程 表 ( Travel Chart)。Key Inputs-P,Q,R,S,T & Activity-areas2. 活动关连 (Activity Relationship)1. 物流(Flow of Material)6. 空间关连图 (Space Relationship Diagram)3. 关连图(Relationship Diagram)4. 空间需求 (Space Requirement)5. 可用空间 (Space Available)9. 计画方案评估确立之工厂布置计画8. 限制因素7. 修正Plan XPlan YPlan Z工厂布置计画方案RelationshipsAdjustmentSpace(八)工厂布置规划(Plant Layout Planning)简介1. 工厂布置之规划程序2. 工厂布置规划之基础信息代号说 明PProduct or Material物品之特性和差异性QQuantity or Volume各单项物品之数量或体积RRouting or Process物品之制造程序或流程SSupporting Services or Activities支持生产所必需之活动TTime or Timing Consideration包括:作业时间/期间、频率、 期限、季节性,…等等3. 工厂布置之型态以制程为中心之工厂布置以产品为中心之工厂布置定位布置 (Fixed Position Layout)流线型布置 (Line Layout)制程布置 (Process Layout) 或称批量作业布置 (Job-lot Layout)工厂布置之型态231包装出货4. 关连图 (Relationship Diagram)1AEIOUXAbsolutely NecessaryEspecially ImportantImportantOrdinary ClosenessUnimportantUndesirable1234567Movement of MaterialsShare of Same PersonnelPersonnelControl of Work2AOIOOU3A2UI3I3AEUAAI3311134567AEIIO4441363472 E ' s154762123576 I ' s265434 O ' s214563 U ' s5. 关连分析 (Relationship Analysis)6. 工厂布置之着眼点 6 A’s ◎ 人性化观点:〝人、机、物〞之和谐关系 ◎ 安全性之设计考量 ◎ 生产性观点:〝人、机、物〞之最适组合 ‧流动程序(Flow process) 、动线: Ship-To-Store, Ship-To-Line , Make-TO-Shipment, Make-To-Order, etc.‧流动频率:JIT-Just in timeLoad & Unload‧之次数/频率‧搬运设备之效能(九)缩短换线换模时间之要领简介Improvement Approach 改善的手法☆ Four ( 4 ) Steps 四个步骤☆ Two ( 2 ) Categories 两种类别☆ Four ( 4 ) Stages 四个阶段4 Steps(四个步骤)☆ Preparation(准备)☆ (Re)placement (更换、装置)☆ Ad...