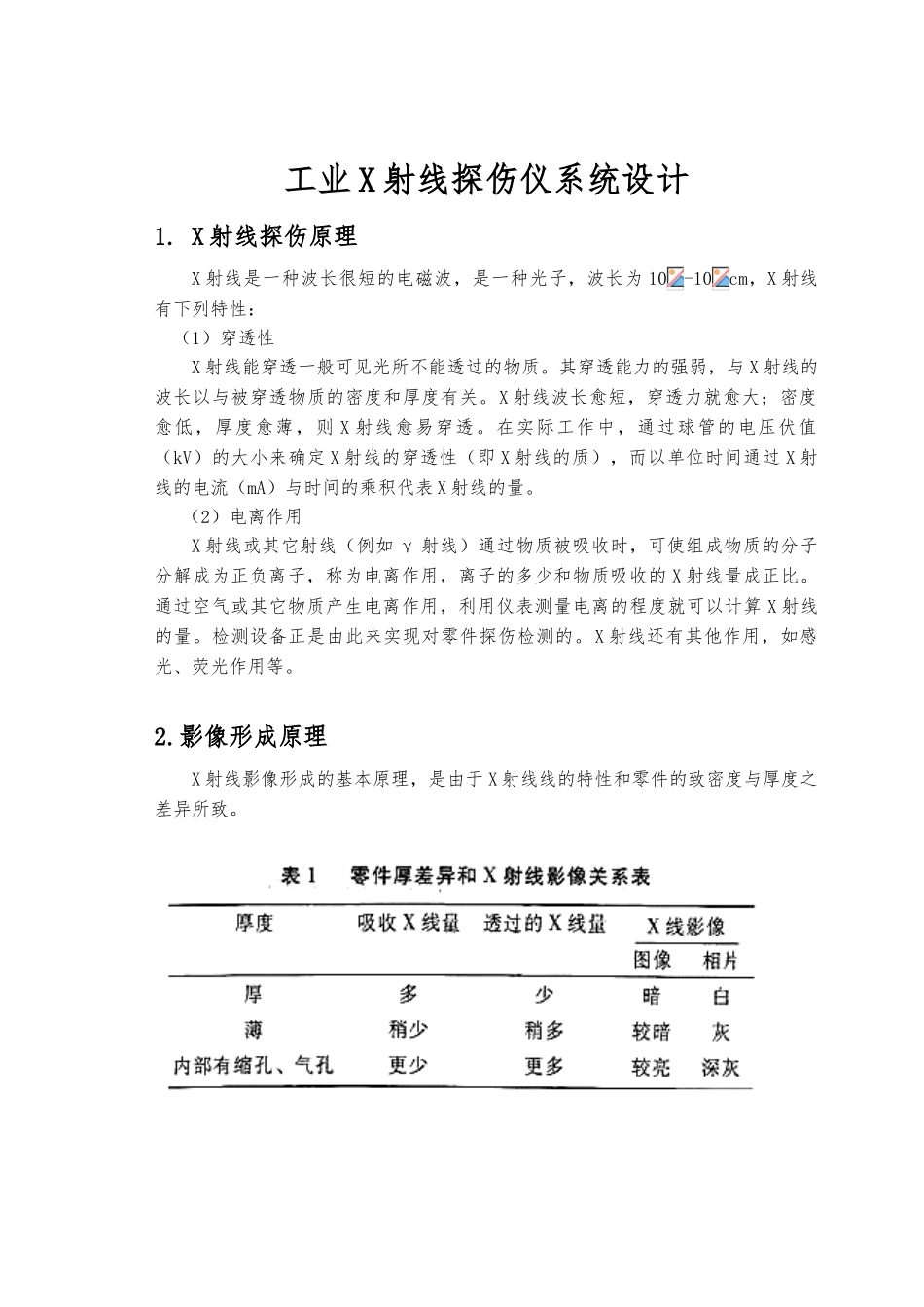
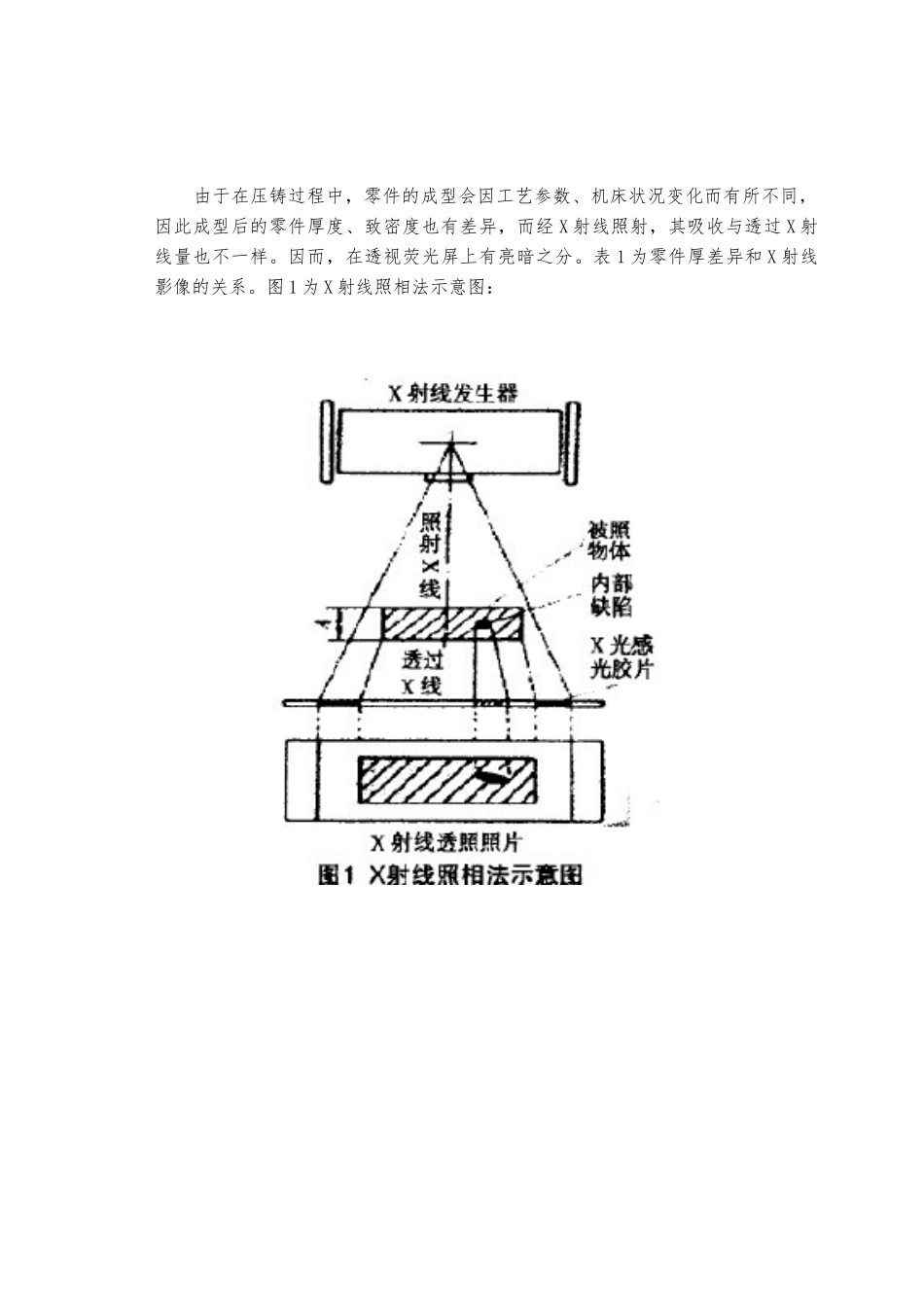
工业 X 射线探伤仪系统设计1. X 射线探伤原理X 射线是一种波长很短的电磁波,是一种光子,波长为 10-10cm,X 射线有下列特性: (1)穿透性X 射线能穿透一般可见光所不能透过的物质。其穿透能力的强弱,与 X 射线的波长以与被穿透物质的密度和厚度有关。X 射线波长愈短,穿透力就愈大;密度愈低,厚度愈薄,则 X 射线愈易穿透。在实际工作中,通过球管的电压伏值(kV)的大小来确定 X 射线的穿透性(即 X 射线的质),而以单位时间通过 X 射线的电流(mA)与时间的乘积代表 X 射线的量。 (2)电离作用X 射线或其它射线(例如 γ 射线)通过物质被吸收时,可使组成物质的分子分解成为正负离子,称为电离作用,离子的多少和物质吸收的 X 射线量成正比。通过空气或其它物质产生电离作用,利用仪表测量电离的程度就可以计算 X 射线的量。检测设备正是由此来实现对零件探伤检测的。X 射线还有其他作用,如感光、荧光作用等。2.影像形成原理X 射线影像形成的基本原理,是由于 X 射线线的特性和零件的致密度与厚度之差异所致。 由于在压铸过程中,零件的成型会因工艺参数、机床状况变化而有所不同,因此成型后的零件厚度、致密度也有差异,而经 X 射线照射,其吸收与透过 X 射线量也不一样。因而,在透视荧光屏上有亮暗之分。表 1 为零件厚差异和 X 射线影像的关系。图 1 为 X 射线照相法示意图:3.几种常见的工程探伤方法3.1 荧光磁粉探伤荧光磁粉探伤是采纳荧光磁粉,加装黑光照射装置的磁粉探伤机。它是采纳固定式、分立式结构,对工件进行沟通荧光磁粉探伤。适用于机械、汽车、军工、航天、燃机、铁道等行业对轴类、齿轮、盘套类等铁磁性材料制成的零件的无损检验,能发现零件表面与近表面因铸造、锻压、焊接、拉伸、淬火、研磨、疲劳而产生的裂痕以与夹渣等极细微的缺陷。荧光磁粉探伤机的基本原理:自然中磁力线总能保持其连续性。当铁磁性工件放在使其饱和的磁场中时,磁力线便会被引导通过工件。假如磁力线遇到工件材料上的不连续,则磁力线就会绕过这些磁导率较低的(磁阻较大)区域而泄漏出工件表面形成“漏磁场”。这样在缺陷的两侧便会产生磁极,将磁粉(或磁悬液) 吸附到裂纹等缺陷周围,便可形成明显可见的线状或点状堆积。3.2 渗透探伤渗透探伤是利用毛细现象来进行探伤的方法。对于表面光滑而清洁的零部件,用一种带色(常为红色)或带有荧光的、渗透性很强的液体,涂覆于待探零部件的表...