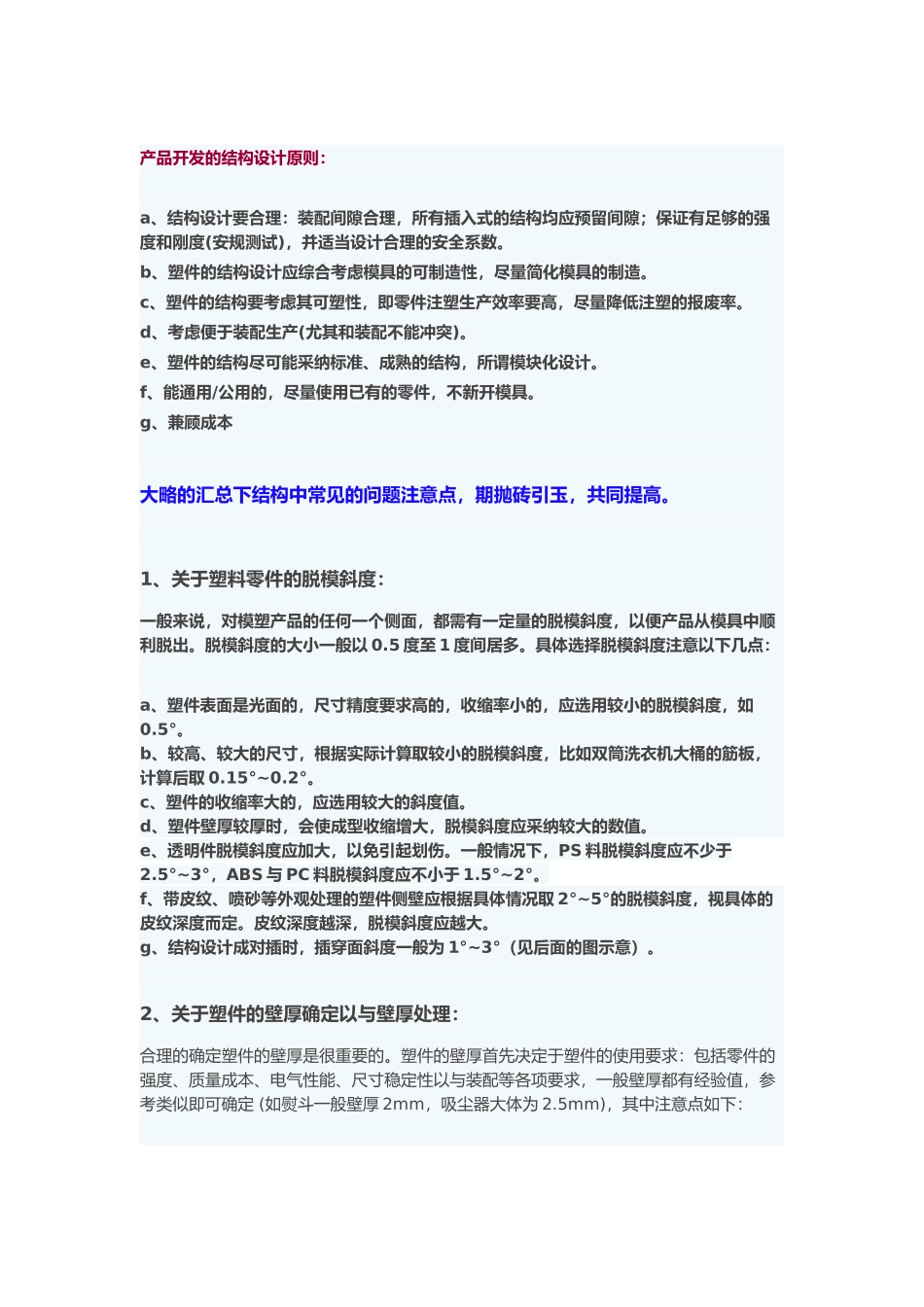
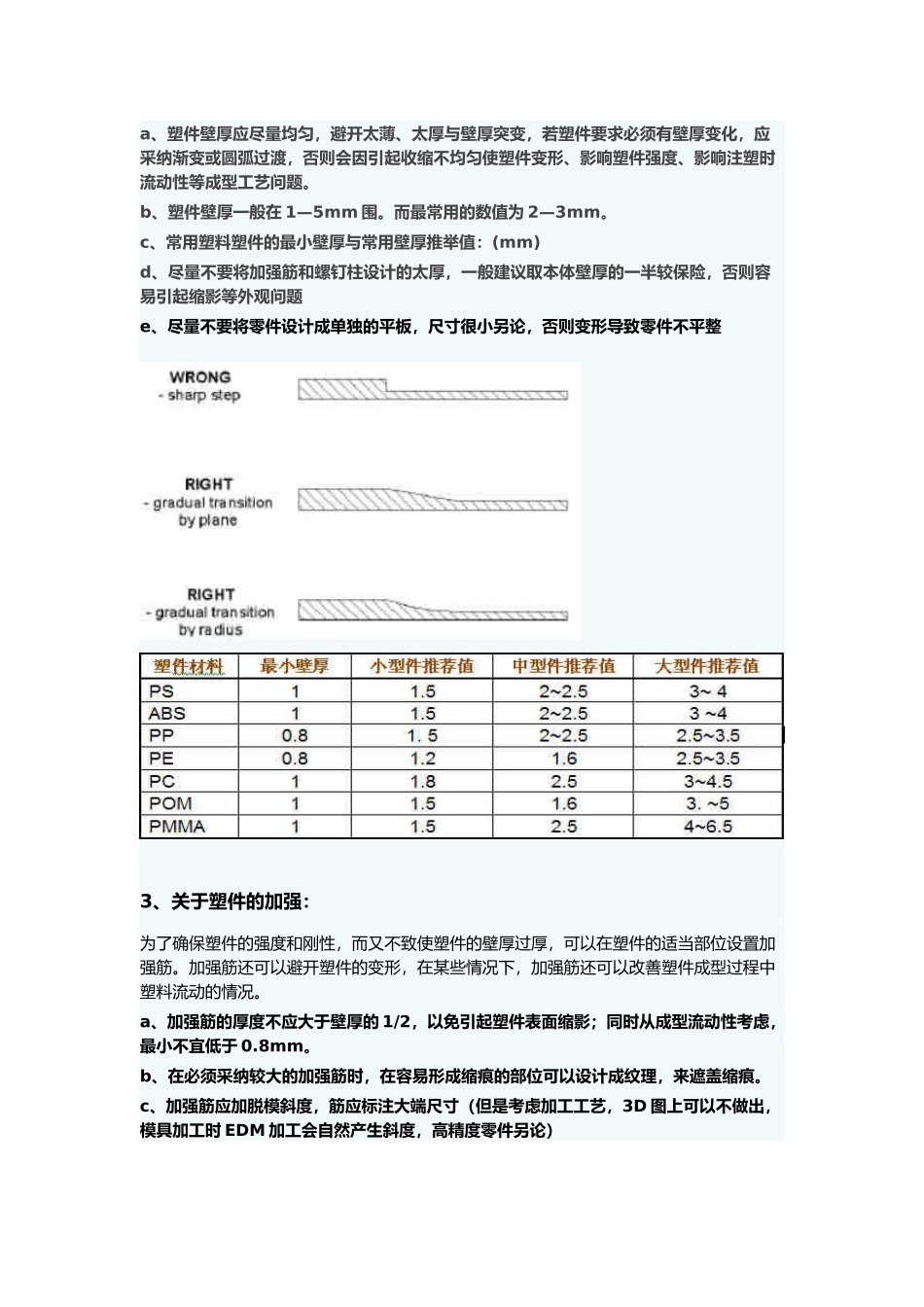
产品开发的结构设计原则: a、结构设计要合理:装配间隙合理,所有插入式的结构均应预留间隙;保证有足够的强度和刚度(安规测试),并适当设计合理的安全系数。b、塑件的结构设计应综合考虑模具的可制造性,尽量简化模具的制造。c、塑件的结构要考虑其可塑性,即零件注塑生产效率要高,尽量降低注塑的报废率。d、考虑便于装配生产(尤其和装配不能冲突)。e、塑件的结构尽可能采纳标准、成熟的结构,所谓模块化设计。f、能通用/公用的,尽量使用已有的零件,不新开模具。g、兼顾成本 大略的汇总下结构中常见的问题注意点,期抛砖引玉,共同提高。 1、关于塑料零件的脱模斜度:一般来说,对模塑产品的任何一个侧面,都需有一定量的脱模斜度,以便产品从模具中顺利脱出。脱模斜度的大小一般以 0.5 度至 1 度间居多。具体选择脱模斜度注意以下几点: a、塑件表面是光面的,尺寸精度要求高的,收缩率小的,应选用较小的脱模斜度,如0.5°。b、较高、较大的尺寸,根据实际计算取较小的脱模斜度,比如双筒洗衣机大桶的筋板,计算后取 0.15°~0.2°。c、塑件的收缩率大的,应选用较大的斜度值。d、塑件壁厚较厚时,会使成型收缩增大,脱模斜度应采纳较大的数值。e、透明件脱模斜度应加大,以免引起划伤。一般情况下,PS 料脱模斜度应不少于2.5°~3°,ABS 与 PC 料脱模斜度应不小于 1.5°~2°。f、带皮纹、喷砂等外观处理的塑件侧壁应根据具体情况取 2°~5°的脱模斜度,视具体的皮纹深度而定。皮纹深度越深,脱模斜度应越大。g、结构设计成对插时,插穿面斜度一般为 1°~3°(见后面的图示意)。 2、关于塑件的壁厚确定以与壁厚处理:合理的确定塑件的壁厚是很重要的。塑件的壁厚首先决定于塑件的使用要求:包括零件的强度、质量成本、电气性能、尺寸稳定性以与装配等各项要求,一般壁厚都有经验值,参考类似即可确定 (如熨斗一般壁厚 2mm,吸尘器大体为 2.5mm),其中注意点如下: a、塑件壁厚应尽量均匀,避开太薄、太厚与壁厚突变,若塑件要求必须有壁厚变化,应采纳渐变或圆弧过渡,否则会因引起收缩不均匀使塑件变形、影响塑件强度、影响注塑时流动性等成型工艺问题。b、塑件壁厚一般在 1—5mm 围。而最常用的数值为 2—3mm。c、常用塑料塑件的最小壁厚与常用壁厚推举值:(mm)d、尽量不要将加强筋和螺钉柱设计的太厚,一般建议取本体壁厚的一半较保险,否则容易引起缩影等外观问题e、尽量不要将零件设计成单独的平板,尺寸很小...