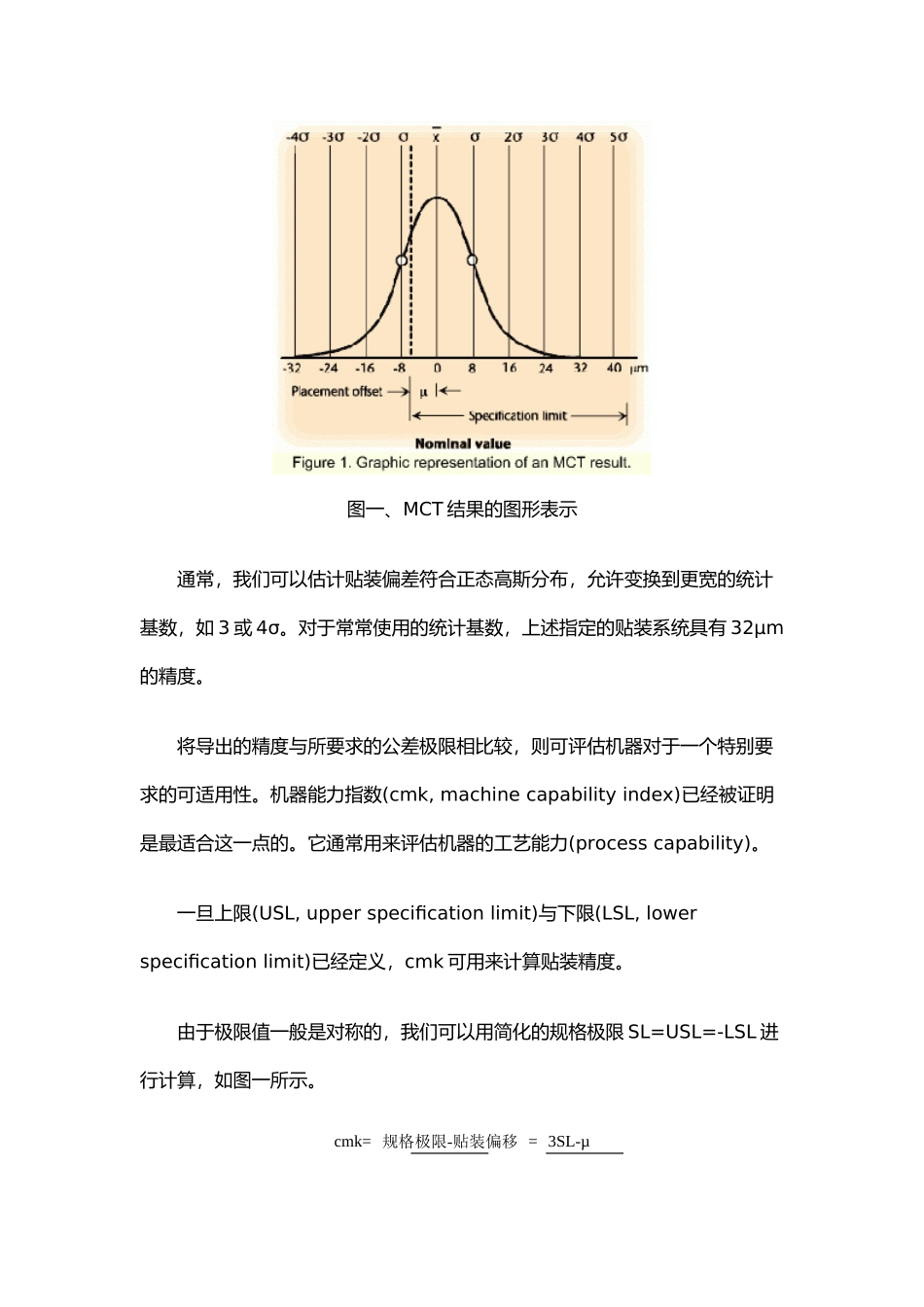
在 SMD 贴装工艺中获得长期的稳定性 By Günter Schiebel 本文简要描述 MCT 工艺和贴装精度的基本原理。然后介绍一种专门的校正方法,该方法允许贴装精度的测试,以帮助满足今日迫切的市场需求。 当今产品的普遍趋势是小型化,同时又要增加性能和降低成本,这不可避开地导致在 SMT 所有领域中的更大的工艺开发。例如,高性能贴装系统的用户希望供应商有新的进展,从而可以大大增加贴装产量,同时又提高贴装精度。就贴装的最重要方面:贴装精度而言,用户都希望所规定的设备参数值可以维持几年不变。这些规定的值通常作为机器能力测试(MCT, machine capability test)的一部分,在供应商自己的地方为贴装机器的客户进行检验。MCT 工艺 贴装系统的标准偏差和标称值的平均值偏差,是贴装精度的两个核心变量,作为 MCT 的一部分进行测量。MCT 是以下列步骤进行的:首先,将某个最少数量的玻璃元件贴装在一块玻璃板上的粘性薄膜上。然后使用一部高精度测量机器来测定所有贴装的玻璃元件在 X,Y 和 θ 上的贴装偏差。测量机器然后计算在有关位置轴 X,Y 和 θ 上的贴装偏移(标称值的平均值偏差)。 在图一中以图形代表的 MCT 结果得到如下的核心贴装精度值:标准偏差 = 8 µm贴装偏移 = 6 µm图一、MCT 结果的图形表示 通常,我们可以估计贴装偏差符合正态高斯分布,允许变换到更宽的统计基数,如 3 或 4σ。对于常常使用的统计基数,上述指定的贴装系统具有 32µm的精度。 将导出的精度与所要求的公差极限相比较,则可评估机器对于一个特别要求的可适用性。机器能力指数(cmk, machine capability index)已经被证明是最适合这一点的。它通常用来评估机器的工艺能力(process capability)。 一旦上限(USL, upper specification limit)与下限(LSL, lower specification limit)已经定义,cmk 可用来计算贴装精度。 由于极限值一般是对称的,我们可以用简化的规格极限 SL=USL=-LSL 进行计算,如图一所示。cmk= 规格极限-贴装偏移 = 3SL-µ 3x 标准偏差3σ 以下的 cmk 结果是针对图一所提出的条件和客户所定义的 50µm 规格极限。cmk=SL-µ 3σ=(50-6)µm 24µm=1.83 因此,cmk 评估贴装位置相对于三倍的标准偏差值的分散与平均偏差(贴装偏移)。 在实际中,我们怎样处理统计变量 σ、cmk 和百万缺陷率(DPM, defects per million)?在今日的电子制造中,希望 cmk 要大于 1.33,...