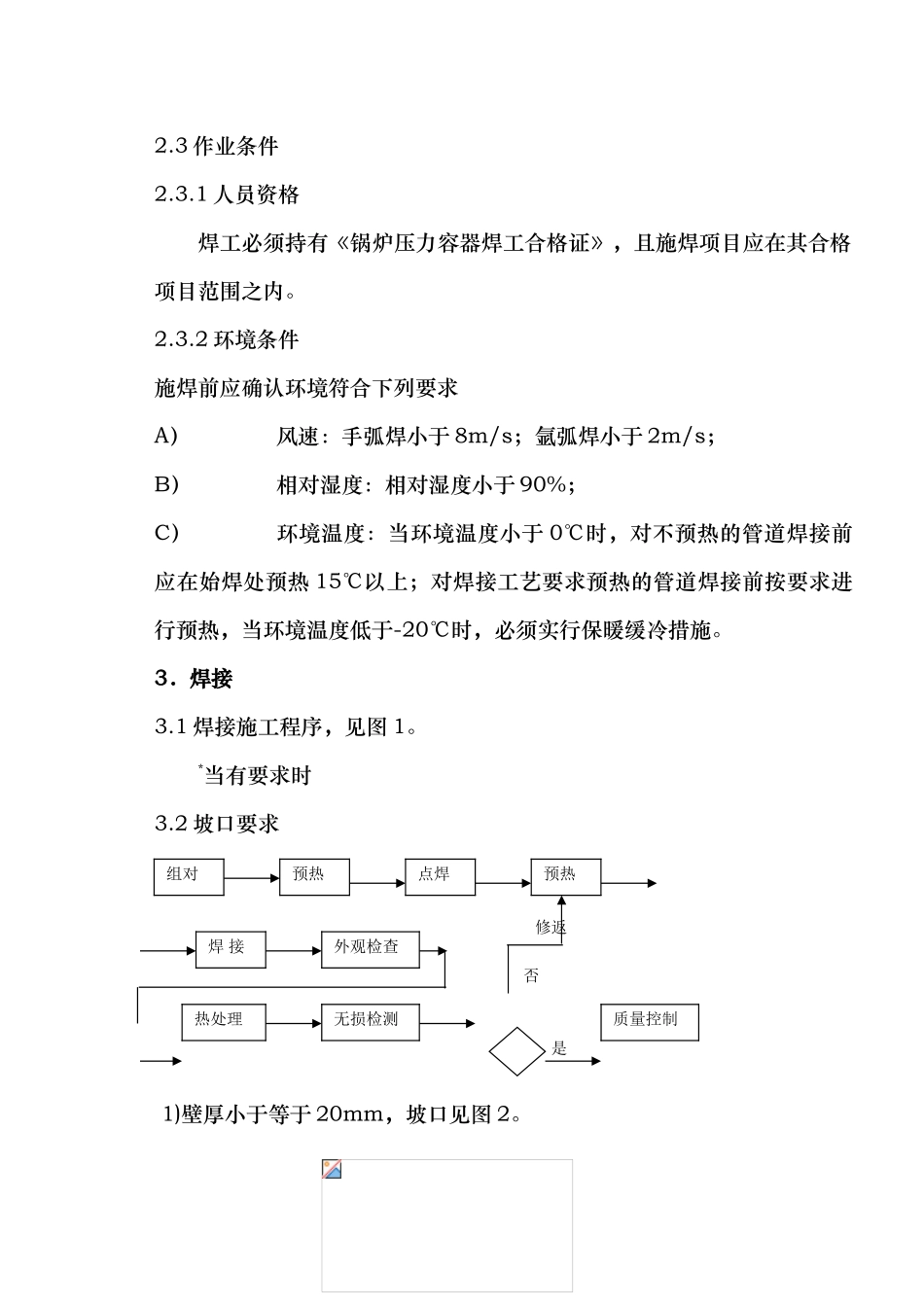
目 录一.碳钢管道焊接通用工艺 ………………………………………………1二.不锈钢管道焊接通用工艺 ……………………………………………7三.铬钼钢管焊接通用工艺………………………………………………12四.异种钢管焊接通用工艺………………………………………………18五.工业管道焊后热处理工艺规程………………………………………23一、碳钢管道焊接通用工艺1.适用范围本工艺标准适用于本公司所承建工程中低碳钢等管材类采纳氩弧焊、手工电弧焊的焊接施工。2.施工准备2.1 材料要求2.1.1 施工现场应配有符合要求的固定焊条库或流动焊条库。2.1.2 焊材必须具有质量证明书或材质合格证,焊材的保管、烘干、发放、回收严格按《压力管道安装质量保证手册》中有关规定执行,焊条的烘干工艺按生产厂家说明书提供的参数进行,否则应按以下参数进行烘干:序号焊条型号烘干温度烘干时间 h保温温度焊条牌号1E4303150-200180-100J4222E43153501-280-100J4273E50154001-280-100J5072.1.3 焊丝使用前,应除去表面的油脂、锈等杂物。2.1.4 保温材料性能应符合预热及其热处理要求。2.2 机具要求2.2.1 焊机为直流焊机,性能安全可靠,双表指示灵敏,且在校准周期内。2.2.2 预热及热处理的设备完好,性能可靠,检测仪表在校准周期内,且符合《压力管道质保手册》中的计量要求。2.2.3 焊工所用的焊条保温筒,刨锤、钢丝刷等工具齐全。2.3 作业条件2.3.1 人员资格焊工必须持有《锅炉压力容器焊工合格证》,且施焊项目应在其合格项目范围之内。2.3.2 环境条件施焊前应确认环境符合下列要求A)风速:手弧焊小于 8m/s;氩弧焊小于 2m/s;B)相对湿度:相对湿度小于 90%;C)环境温度:当环境温度小于 0℃时,对不预热的管道焊接前应在始焊处预热 15℃以上;对焊接工艺要求预热的管道焊接前按要求进行预热,当环境温度低于-20℃时,必须实行保暖缓冷措施。3.焊接3.1 焊接施工程序,见图 1。*当有要求时3.2 坡口要求 1)壁厚小于等于 20mm,坡口见图 2。组对预热点焊预热焊 接外观检查热处理无损检测质量控制返修否是 图 22)壁厚大于 20mm,坡口形式见图 3。图 31)组对时质量要求内壁整齐,其错边量不超过下列规定:不宜超过壁厚的 10%,且不大于 2mm。3.3 焊接方法1)管径 DN≤50mm 碳钢管焊口采纳氩弧焊进行焊接;2)管径 DN>50mm 碳钢管焊口宜用氩弧打底,手工电弧焊盖面;若用手工电弧焊打底则应保证打底焊道的质量。3)...