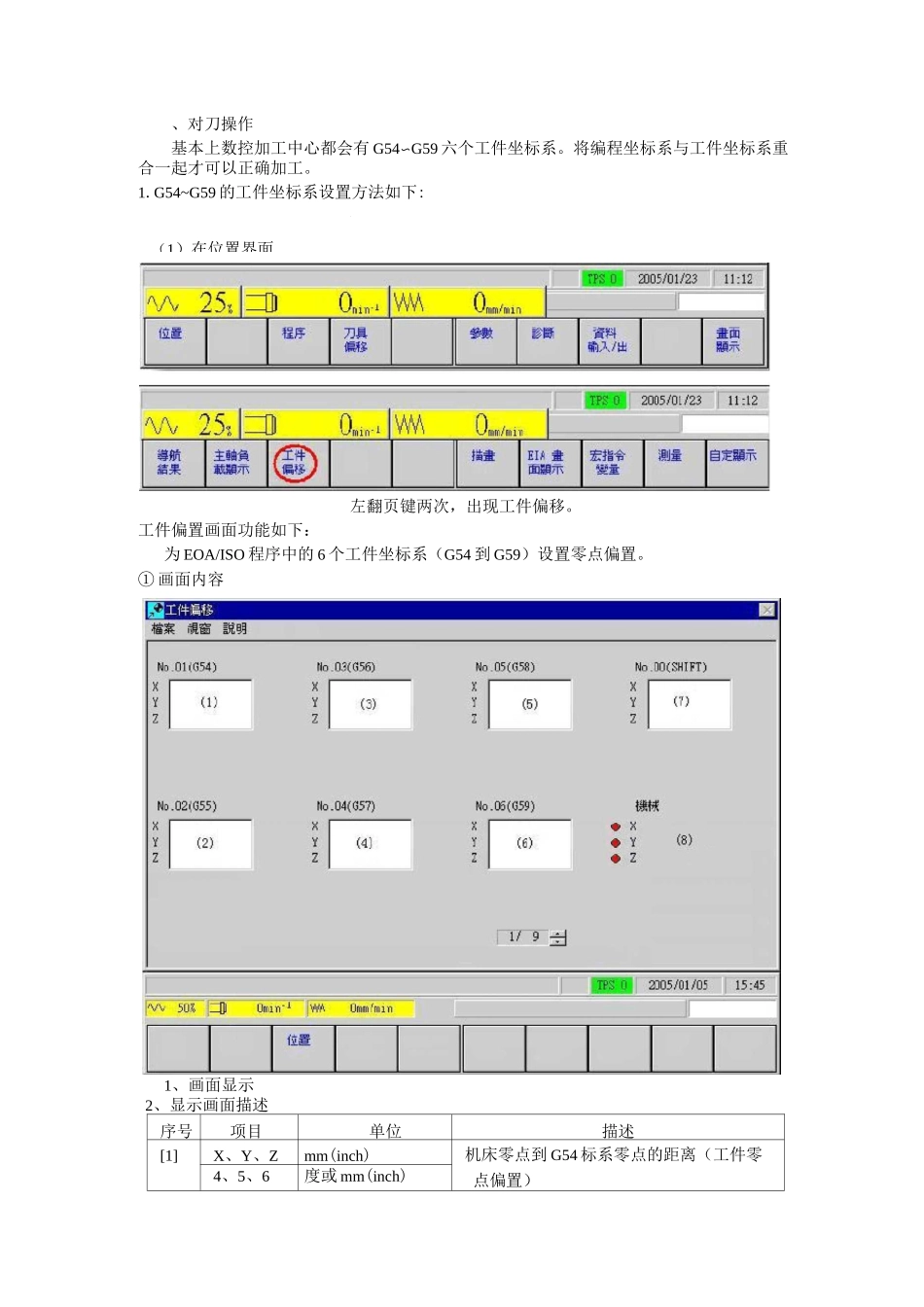
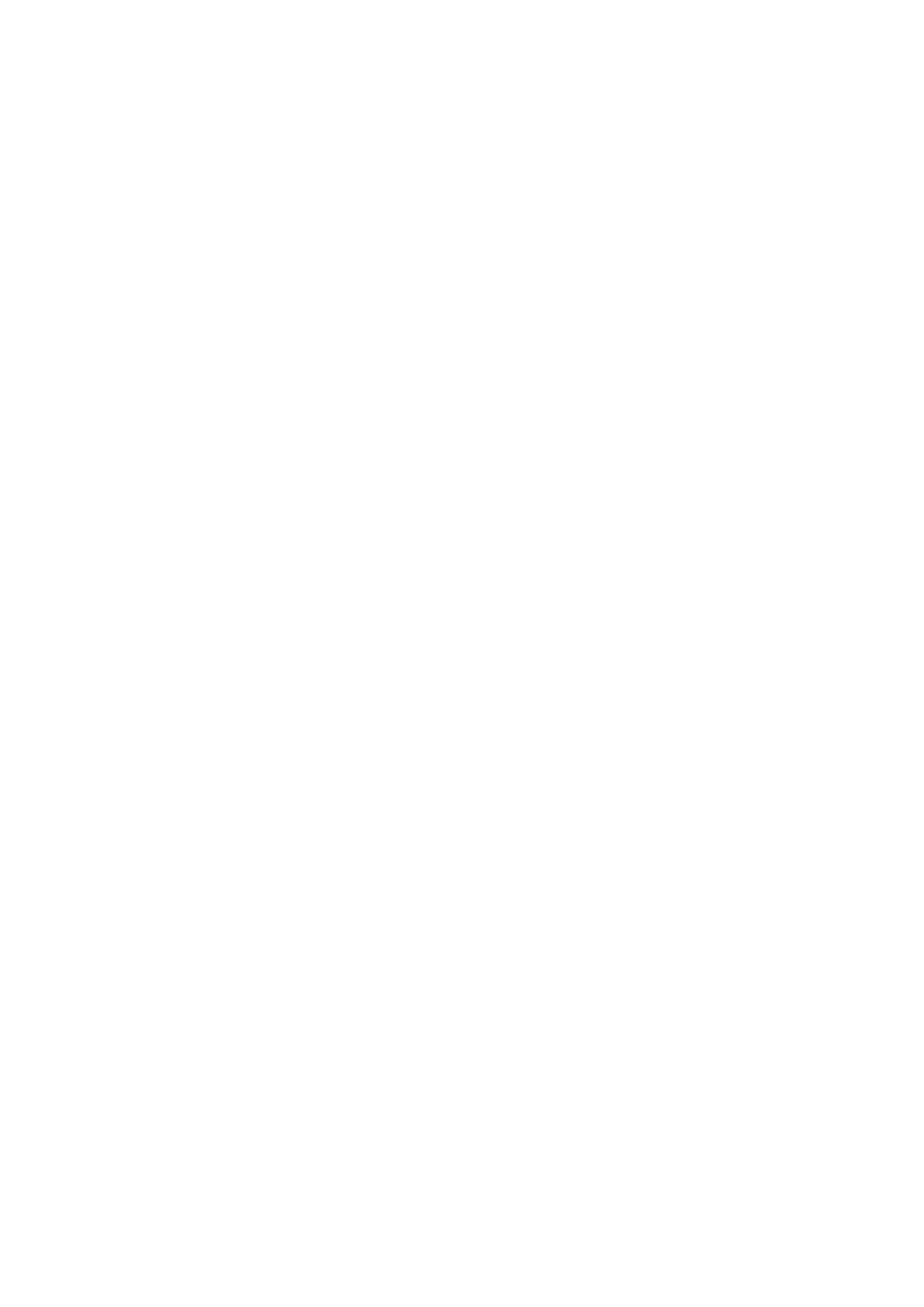
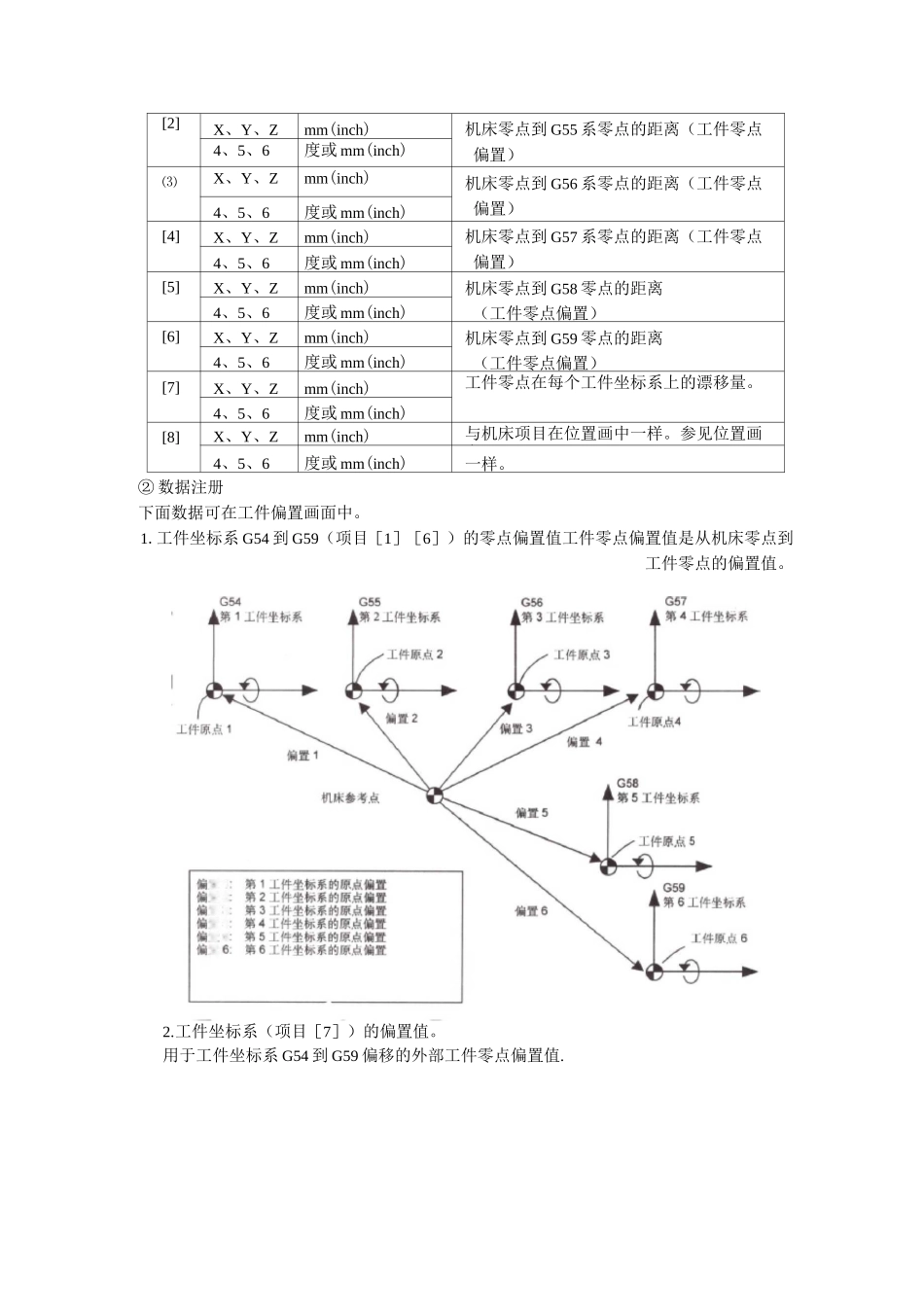
、对刀操作基本上数控加工中心都会有 G54〜G59 六个工件坐标系。将编程坐标系与工件坐标系重合一起才可以正确加工。1.G54~G59 的工件坐标系设置方法如下:左翻页键两次,出现工件偏移。工件偏置画面功能如下:为 EOA/ISO 程序中的 6 个工件坐标系(G54 到 G59)设置零点偏置。① 画面内容1、画面显示2、显示画面描述序号项目单位描述[1]X、Y、Zmm(inch)机床零点到 G54 标系零点的距离(工件零点偏置)4、5、6度或 mm(inch)(1)在位置界面E|T2345甦直[2]X、Y、Zmm(inch)机床零点到 G55 系零点的距离(工件零点偏置)4、5、6度或 mm(inch)⑶X、Y、Zmm(inch)机床零点到 G56 系零点的距离(工件零点偏置)4、5、6度或 mm(inch)[4]X、Y、Zmm(inch)机床零点到 G57 系零点的距离(工件零点偏置)4、5、6度或 mm(inch)[5]X、Y、Zmm(inch)机床零点到 G58 零点的距离(工件零点偏置)4、5、6度或 mm(inch)[6]X、Y、Zmm(inch)机床零点到 G59 零点的距离(工件零点偏置)4、5、6度或 mm(inch)[7]X、Y、Zmm(inch)工件零点在每个工件坐标系上的漂移量。4、5、6度或 mm(inch)[8]X、Y、Zmm(inch)与机床项目在位置画中一样。参见位置画面4、5、6度或 mm(inch)一样。② 数据注册下面数据可在工件偏置画面中。1.工件坐标系 G54 到 G59(项目[1][6])的零点偏置值工件零点偏置值是从机床零点到工件零点的偏置值。2.工件坐标系(项目[7])的偏置值。用于工件坐标系 G54 到 G59 偏移的外部工件零点偏置值.工件原点偏进&工件原也AG58从命 5 工件哦标亲<03匚件原点工杵厢点机尿參苇AG57第斗工件宝标G56 晞 3 工件蠻杯系iG54AG55"第 1 工件学标乘"第 2 工件半标呆偏赴%:外部工件原克懾置3.设定工件原点偏置值的步骤A.设定已知的工件原点偏置值(1)将光标移动到要设定偏置值的坐标系的相应轴的位置。按下光标键调出光标,将光标移动到指定位置。(2) 设定偏置值。输入已知数据,并按下…键。(3) 重复步骤(1)和(2),直到全部设定完成。B.设定未知的工件原点偏置值如果不知道要设定的偏置值,可以利用刀尖记忆功能(保存刀尖位置数据)来设定数据。(1) 安装一把有足够加工长度的刀具。(2) 将刀尖移动到指定的工件原点,手动移动各轴,直到刀尖达到工件原点。(3) 将光标移动到要设定偏置值的坐标系的相应轴的位置。TPS02005/01/23-11:15二[JOmin'1丽 Ofiim/min 工作偏移 v 記憶Lj•記憶「⑷ 按下刀尖记忆菜单键,...