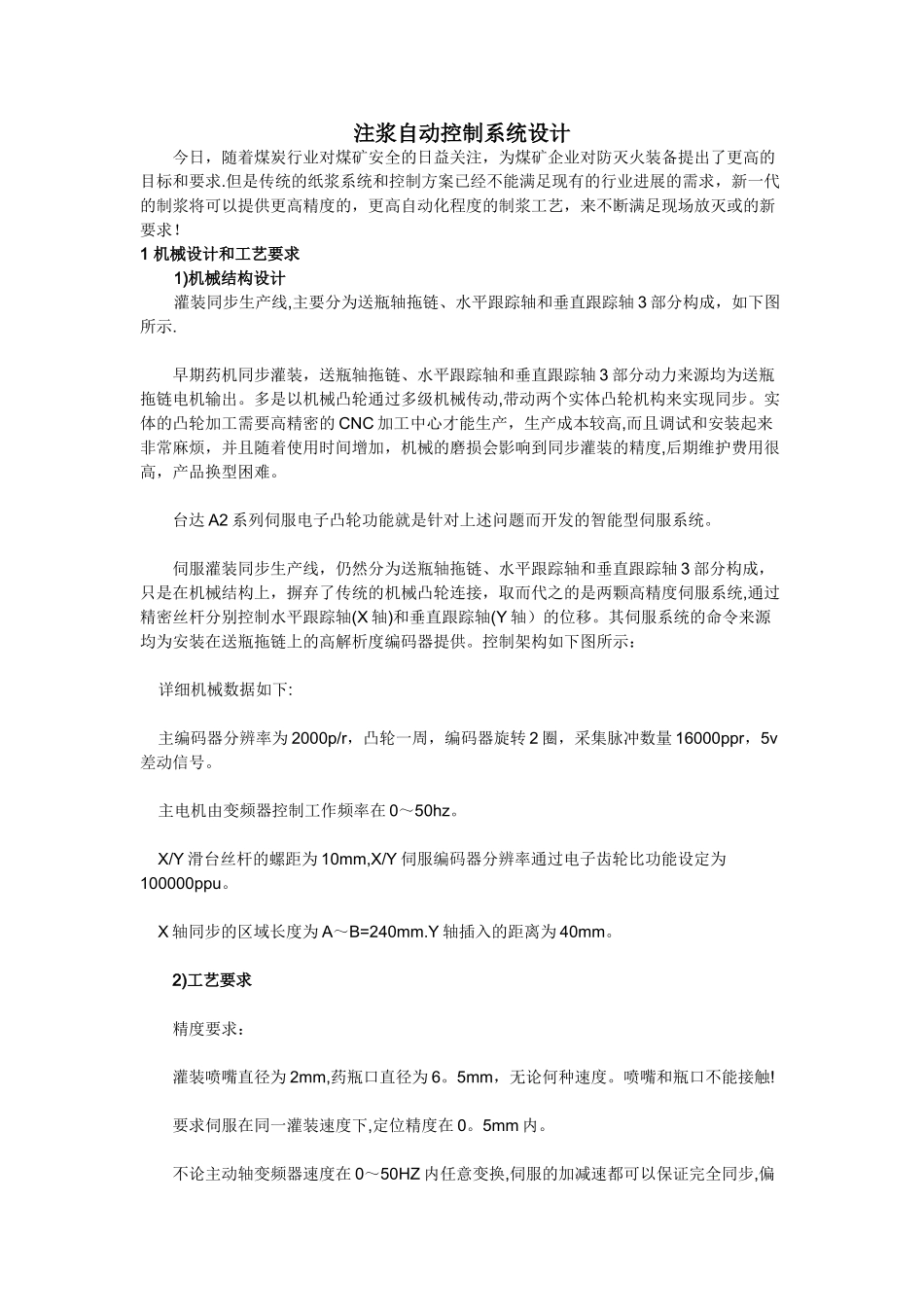
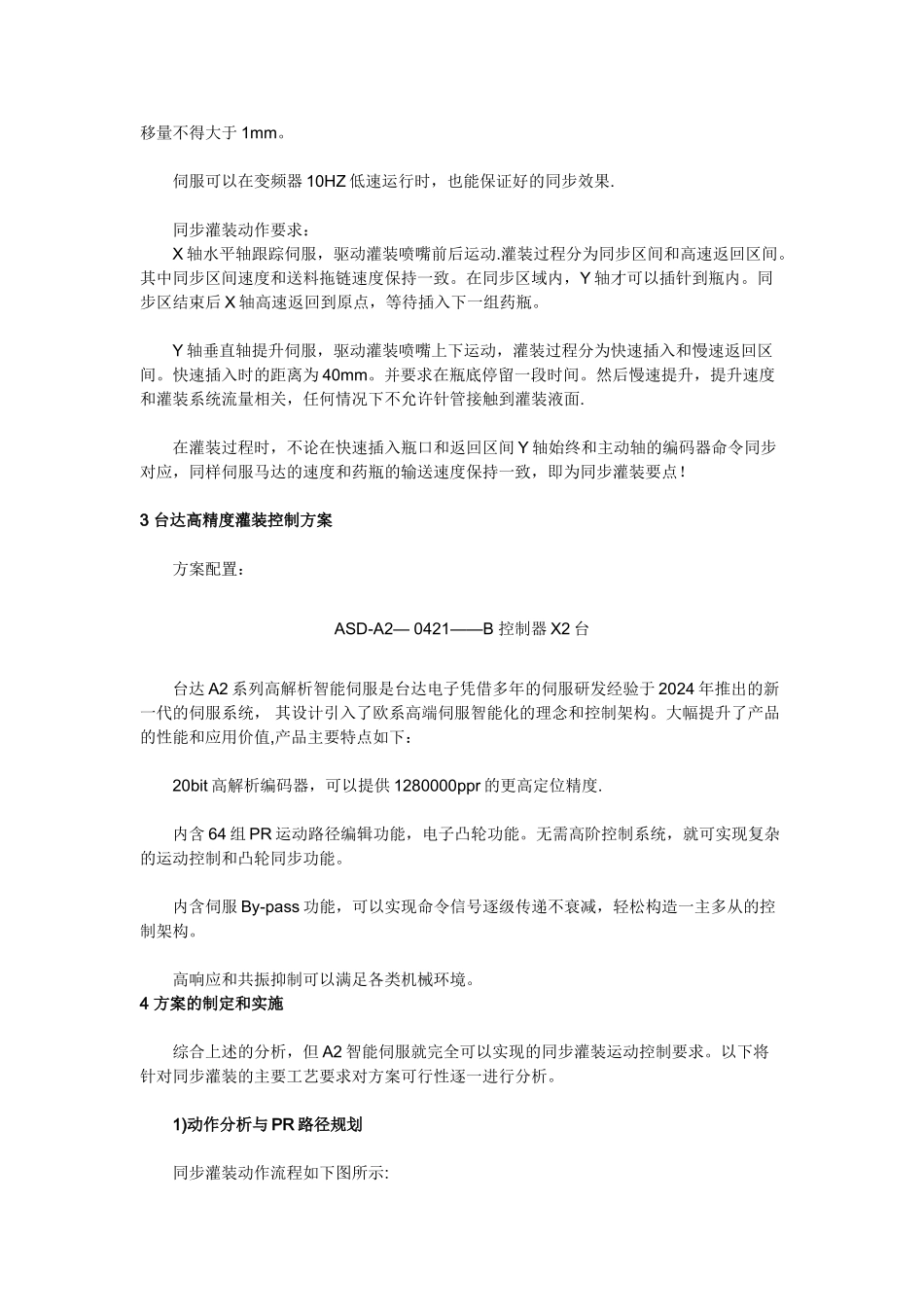
注浆自动控制系统设计今日,随着煤炭行业对煤矿安全的日益关注,为煤矿企业对防灭火装备提出了更高的目标和要求.但是传统的纸浆系统和控制方案已经不能满足现有的行业进展的需求,新一代的制浆将可以提供更高精度的,更高自动化程度的制浆工艺,来不断满足现场放灭或的新要求!1 机械设计和工艺要求1)机械结构设计灌装同步生产线,主要分为送瓶轴拖链、水平跟踪轴和垂直跟踪轴 3 部分构成,如下图所示. 早期药机同步灌装,送瓶轴拖链、水平跟踪轴和垂直跟踪轴 3 部分动力来源均为送瓶拖链电机输出。多是以机械凸轮通过多级机械传动,带动两个实体凸轮机构来实现同步。实体的凸轮加工需要高精密的 CNC 加工中心才能生产,生产成本较高,而且调试和安装起来非常麻烦,并且随着使用时间增加,机械的磨损会影响到同步灌装的精度,后期维护费用很高,产品换型困难。 台达 A2 系列伺服电子凸轮功能就是针对上述问题而开发的智能型伺服系统。 伺服灌装同步生产线,仍然分为送瓶轴拖链、水平跟踪轴和垂直跟踪轴 3 部分构成,只是在机械结构上,摒弃了传统的机械凸轮连接,取而代之的是两颗高精度伺服系统,通过精密丝杆分别控制水平跟踪轴(X 轴)和垂直跟踪轴(Y 轴)的位移。其伺服系统的命令来源均为安装在送瓶拖链上的高解析度编码器提供。控制架构如下图所示: 详细机械数据如下: 主编码器分辨率为 2000p/r,凸轮一周,编码器旋转 2 圈,采集脉冲数量 16000ppr,5v差动信号。 主电机由变频器控制工作频率在 0~50hz。 X/Y 滑台丝杆的螺距为 10mm,X/Y 伺服编码器分辨率通过电子齿轮比功能设定为100000ppu。 X 轴同步的区域长度为 A~B=240mm.Y 轴插入的距离为 40mm。 2)工艺要求 精度要求: 灌装喷嘴直径为 2mm,药瓶口直径为 6。5mm,无论何种速度。喷嘴和瓶口不能接触! 要求伺服在同一灌装速度下,定位精度在 0。5mm 内。 不论主动轴变频器速度在 0~50HZ 内任意变换,伺服的加减速都可以保证完全同步,偏移量不得大于 1mm。 伺服可以在变频器 10HZ 低速运行时,也能保证好的同步效果. 同步灌装动作要求: X 轴水平轴跟踪伺服,驱动灌装喷嘴前后运动.灌装过程分为同步区间和高速返回区间。其中同步区间速度和送料拖链速度保持一致。在同步区域内,Y 轴才可以插针到瓶内。同步区结束后 X 轴高速返回到原点,等待插入下一组药瓶。 Y 轴垂直轴提升伺服,驱动灌装喷嘴上下运动,灌装过程分为快速插入和慢速...