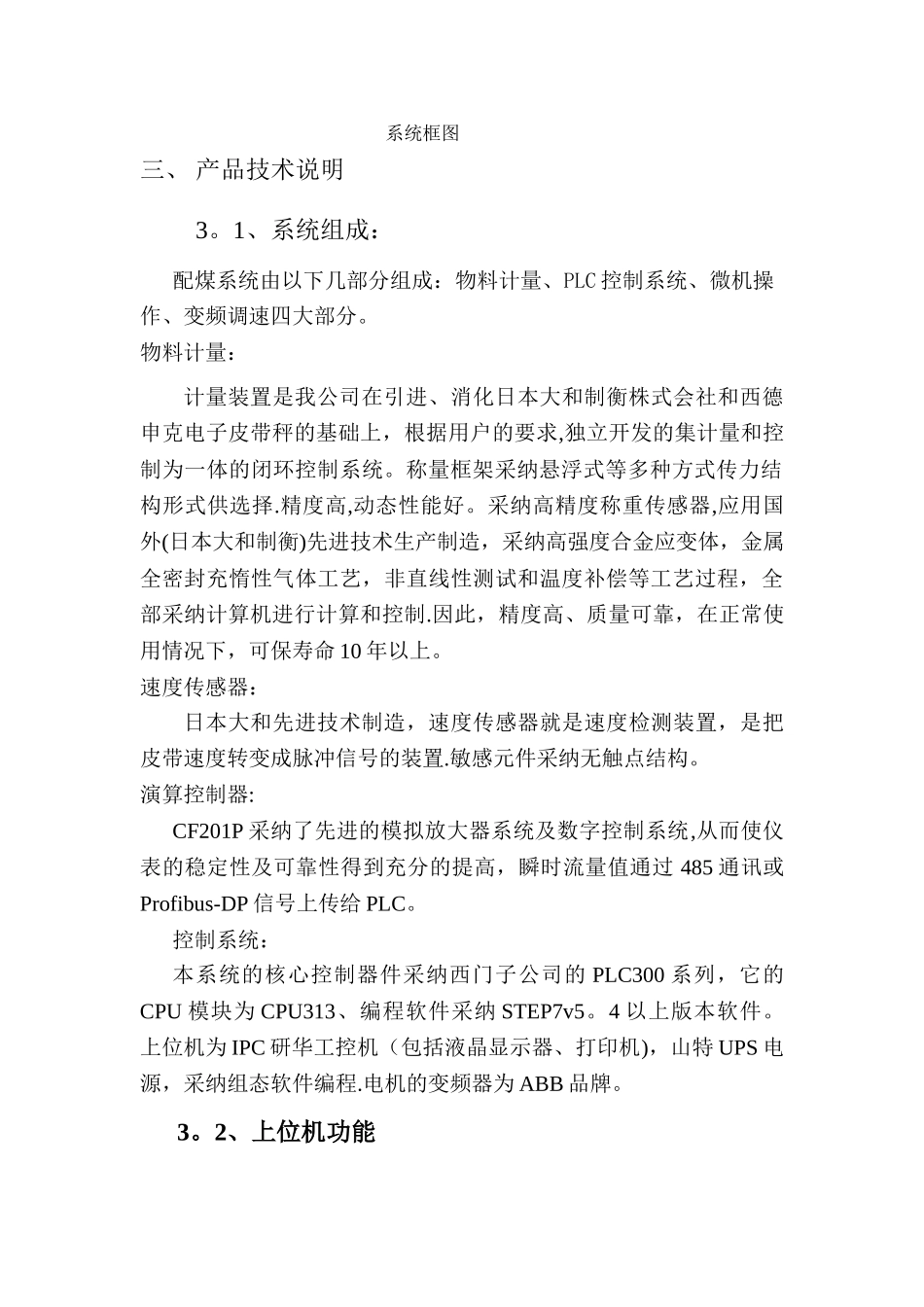
称重带式给煤机控制方案一、 工作原理本系统由 30 台称重带式给煤机、西门子 300 型 PLC 及工控机等部分组成.整个系统由两条生产线组成,每条线一台 PLC 控制,左侧16 台配料秤(低硫原煤 3 台秤,高硫原煤 3 台秤,低硫中煤 3 台,高硫中煤 3 台,成品煤 2*2 共 4 台秤),同一时间最多 8 台秤进行配煤.右侧 14 台配料秤(低硫肥煤 3 台秤,高硫肥煤 3 台秤,低硫焦煤 3台,高硫焦煤 3 台,成品煤 2 台秤),同一时间最多 5 台秤进行配煤。两条生产线共有三十个下料仓,落煤仓口由电液闸门控制开闭,由变频器控制给煤机转速,将不同的煤下到皮带输送机上,当物料经过秤体的有效称量段时,物料的重量通过称重计量载台上方的计量单元,作用在称重传感器上,称重传感器产生与重量成正比的重量信号—A kg/m;同时安装在回程皮带上的测速传感器检测出皮带运行的速度并转换成脉冲信号—B m/s,将这两个信号输入到 CFC201P 演算控制调节器进行乘法运算并进行数据处理,就可以得出, A kg/m·B m/s→AB kg/s→Q t/h,即可将瞬时流量值及累积量显示出来.同一配方启动哪几台皮带机、配料量大小由 PLC 通过 485 或Profibus—DP 方式传送给称重仪表同时按顺序启动皮带,PLC 对接收到的称重仪表发来的数据进行计算处理,与上位机发来的配方进行运算,将测定信号与预先设定的信号进行比较,其偏差值经 PID调解后发出控制信号,通过变频器改变驱动电机转数,调解给煤机转速,完成系统配料(或将配料设定值发送给仪表,积分及微分系数在仪表上进行设置,由仪表输出 4—20mA 信号给变频器控制皮带转速),PLC 可将采集各种运行及报警信号,同时传递给两台上位机完成存储、报警提示、绘制各类曲线、打印各种报表等功能,同时通过上位机进行配方设置,将命令发给 PLC,由 PLC 进行集中控制管理。二、 系统框图 系统框图三、 产品技术说明3。1、系统组成:配煤系统由以下几部分组成:物料计量、PLC 控制系统、微机操作、变频调速四大部分。 物料计量:计量装置是我公司在引进、消化日本大和制衡株式会社和西德申克电子皮带秤的基础上,根据用户的要求,独立开发的集计量和控制为一体的闭环控制系统。称量框架采纳悬浮式等多种方式传力结构形式供选择.精度高,动态性能好。采纳高精度称重传感器,应用国外(日本大和制衡)先进技术生产制造,采纳高强度合金应变体,金属全密封充惰性气体工艺,非直线性测试和温度补...