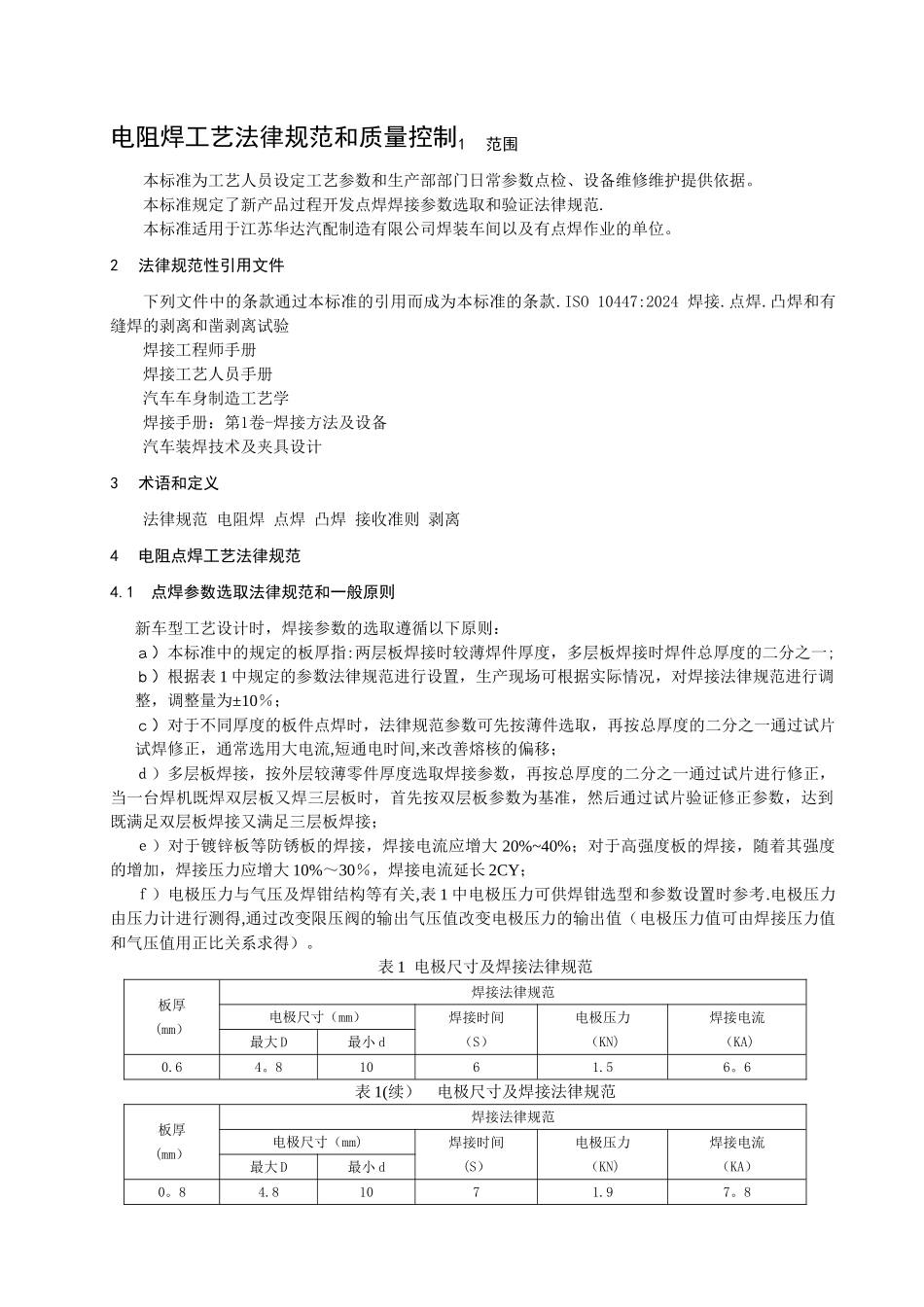
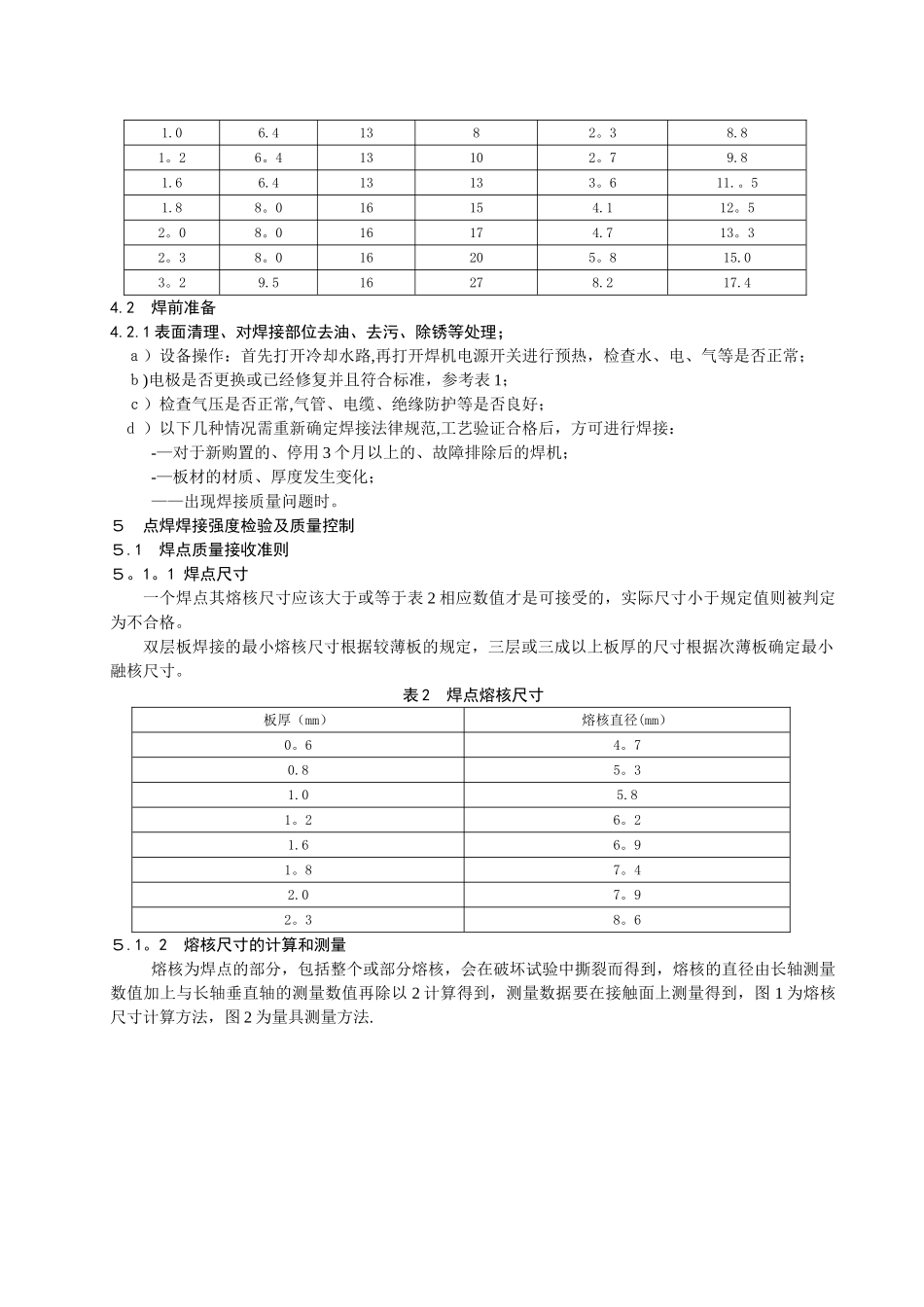
江 苏 华 达 汽 配 制 造 有 限 公 司电阻焊工艺法律规范和质量控制2024-08-25 发布2024-1-1 实施江苏华达汽配制造有限公司 发布1范围本标准为工艺人员设定工艺参数和生产部部门日常参数点检、设备维修维护提供依据。本标准规定了新产品过程开发点焊焊接参数选取和验证法律规范.本标准适用于江苏华达汽配制造有限公司焊装车间以及有点焊作业的单位。2法律规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款.ISO 10447:2024 焊接.点焊.凸焊和有缝焊的剥离和凿剥离试验焊接工程师手册焊接工艺人员手册汽车车身制造工艺学焊接手册:第1卷-焊接方法及设备汽车装焊技术及夹具设计3术语和定义法律规范 电阻焊 点焊 凸焊 接收准则 剥离4电阻点焊工艺法律规范4.1 点焊参数选取法律规范和一般原则新车型工艺设计时,焊接参数的选取遵循以下原则:a)本标准中的规定的板厚指:两层板焊接时较薄焊件厚度,多层板焊接时焊件总厚度的二分之一;b)根据表 1 中规定的参数法律规范进行设置,生产现场可根据实际情况,对焊接法律规范进行调整,调整量为±10%;c)对于不同厚度的板件点焊时,法律规范参数可先按薄件选取,再按总厚度的二分之一通过试片试焊修正,通常选用大电流,短通电时间,来改善熔核的偏移;d)多层板焊接,按外层较薄零件厚度选取焊接参数,再按总厚度的二分之一通过试片进行修正,当一台焊机既焊双层板又焊三层板时,首先按双层板参数为基准,然后通过试片验证修正参数,达到既满足双层板焊接又满足三层板焊接; e)对于镀锌板等防锈板的焊接,焊接电流应增大 20%~40%;对于高强度板的焊接,随着其强度的增加,焊接压力应增大 10%~30%,焊接电流延长 2CY;f)电极压力与气压及焊钳结构等有关,表 1 中电极压力可供焊钳选型和参数设置时参考.电极压力由压力计进行测得,通过改变限压阀的输出气压值改变电极压力的输出值(电极压力值可由焊接压力值和气压值用正比关系求得)。表 1 电极尺寸及焊接法律规范板厚(mm)焊接法律规范电极尺寸(mm)焊接时间(S)电极压力(KN)焊接电流(KA)最大 D最小 d0.64。81061.56。6表 1(续) 电极尺寸及焊接法律规范板厚(mm)焊接法律规范电极尺寸(mm)焊接时间(S)电极压力(KN)焊接电流(KA)最大 D最小 d0。84.81071.97。8电阻焊工艺法律规范和质量控制1.06.41382。38.81。26。413102。79.81.66.413133。611.。51.88。016154.112。52。08。016174...