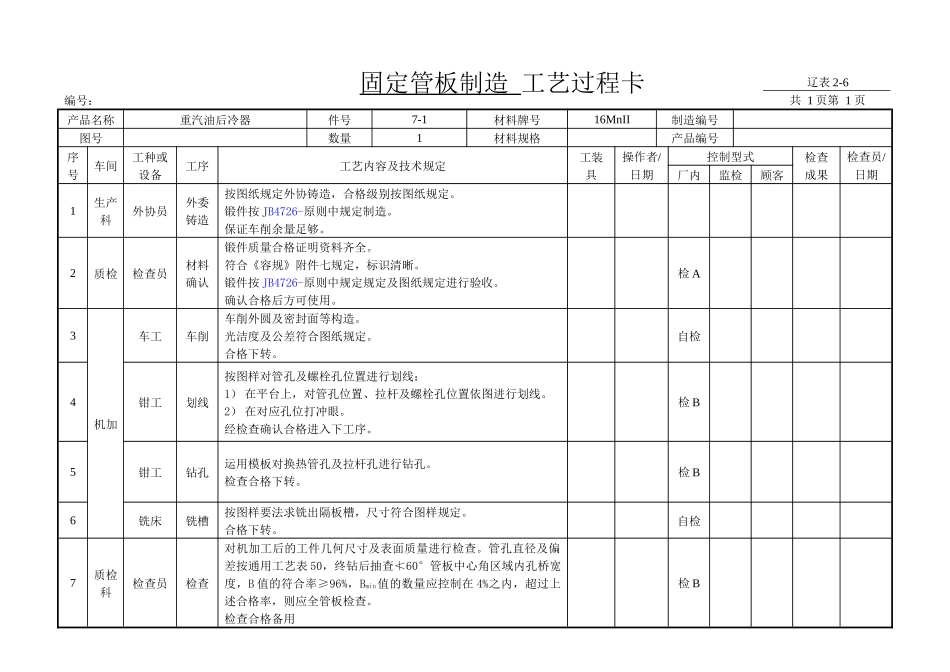
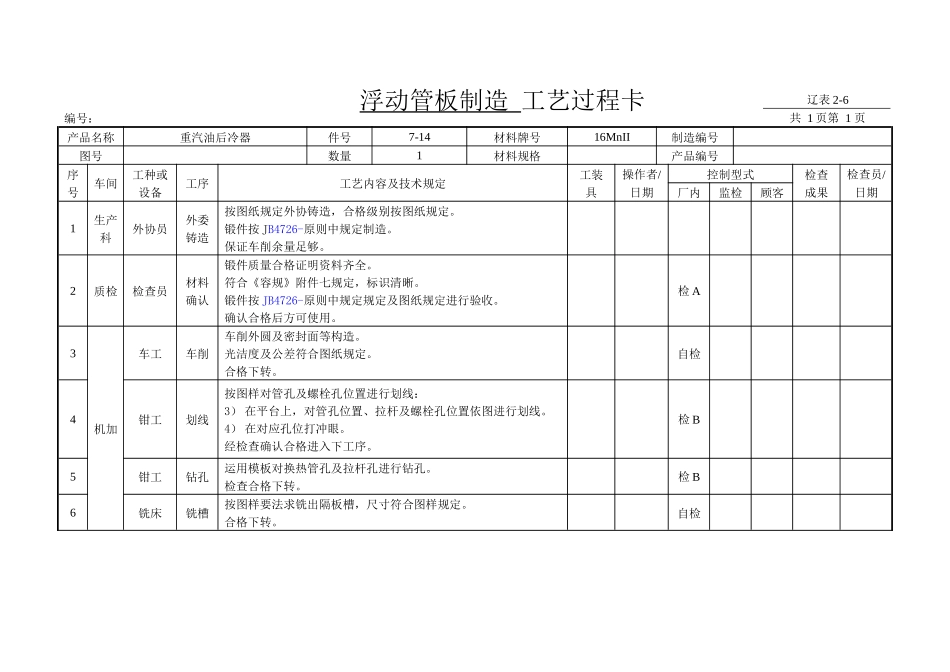
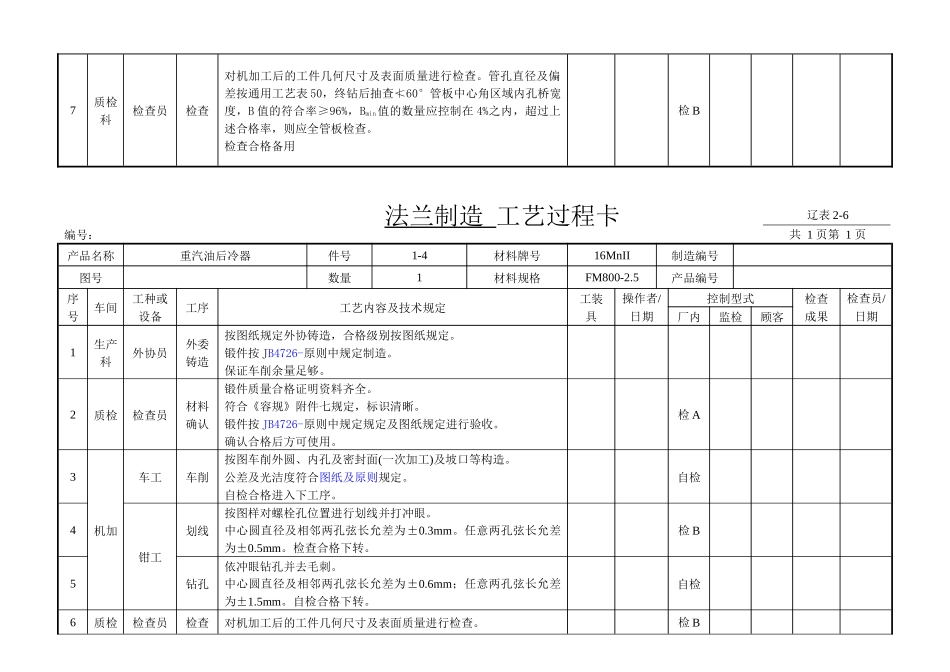
固定管板制造 工艺过程卡辽表 2-6编号:共 1 页第 1 页产品名称重汽油后冷器件号7-1材料牌号16MnII制造编号图号数量1材料规格产品编号序号车间工种或设备工序工艺内容及技术规定工装具操作者/日期控制型式检查成果检查员/日期厂内监检顾客1生产科外协员外委铸造按图纸规定外协铸造,合格级别按图纸规定。锻件按 JB4726-原则中规定制造。保证车削余量足够。2质检检查员材料确认锻件质量合格证明资料齐全。符合《容规》附件七规定,标识清晰。锻件按 JB4726-原则中规定规定及图纸规定进行验收。确认合格后方可使用。检 A3机加车工车削车削外圆及密封面等构造。光洁度及公差符合图纸规定。 合格下转。自检4钳工划线按图样对管孔及螺栓孔位置进行划线:1) 在平台上,对管孔位置、拉杆及螺栓孔位置依图进行划线。2) 在对应孔位打冲眼。经检查确认合格进入下工序。检 B5钳工钻孔运用模板对换热管孔及拉杆孔进行钻孔。检查合格下转。检 B6铣床铣槽按图样要法求铣出隔板槽,尺寸符合图样规定。合格下转。 自检7质检科检查员检查对机加工后的工件几何尺寸及表面质量进行检查。管孔直径及偏差按通用工艺表 50,终钻后抽查≮60°管板中心角区域内孔桥宽度,B 值的符合率≥96%,Bmin值的数量应控制在 4%之内,超过上述合格率,则应全管板检查。检查合格备用检 B浮动管板制造 工艺过程卡辽表 2-6编号:共 1 页第 1 页产品名称重汽油后冷器件号7-14材料牌号16MnII制造编号图号数量1材料规格产品编号序号车间工种或设备工序工艺内容及技术规定工装具操作者/日期控制型式检查成果检查员/日期厂内监检顾客1生产科外协员外委铸造按图纸规定外协铸造,合格级别按图纸规定。锻件按 JB4726-原则中规定制造。保证车削余量足够。2质检检查员材料确认锻件质量合格证明资料齐全。符合《容规》附件七规定,标识清晰。锻件按 JB4726-原则中规定规定及图纸规定进行验收。确认合格后方可使用。检 A3机加车工车削车削外圆及密封面等构造。光洁度及公差符合图纸规定。合格下转。自检4钳工划线按图样对管孔及螺栓孔位置进行划线:3) 在平台上,对管孔位置、拉杆及螺栓孔位置依图进行划线。4) 在对应孔位打冲眼。经检查确认合格进入下工序。检 B5钳工钻孔运用模板对换热管孔及拉杆孔进行钻孔。检查合格下转。检 B6铣床铣槽按图样要法求铣出隔板槽,尺寸符合图样规定。合格下转。 自检7质检科检查员检查对机加工后的工件几何尺寸及表面质量进行...