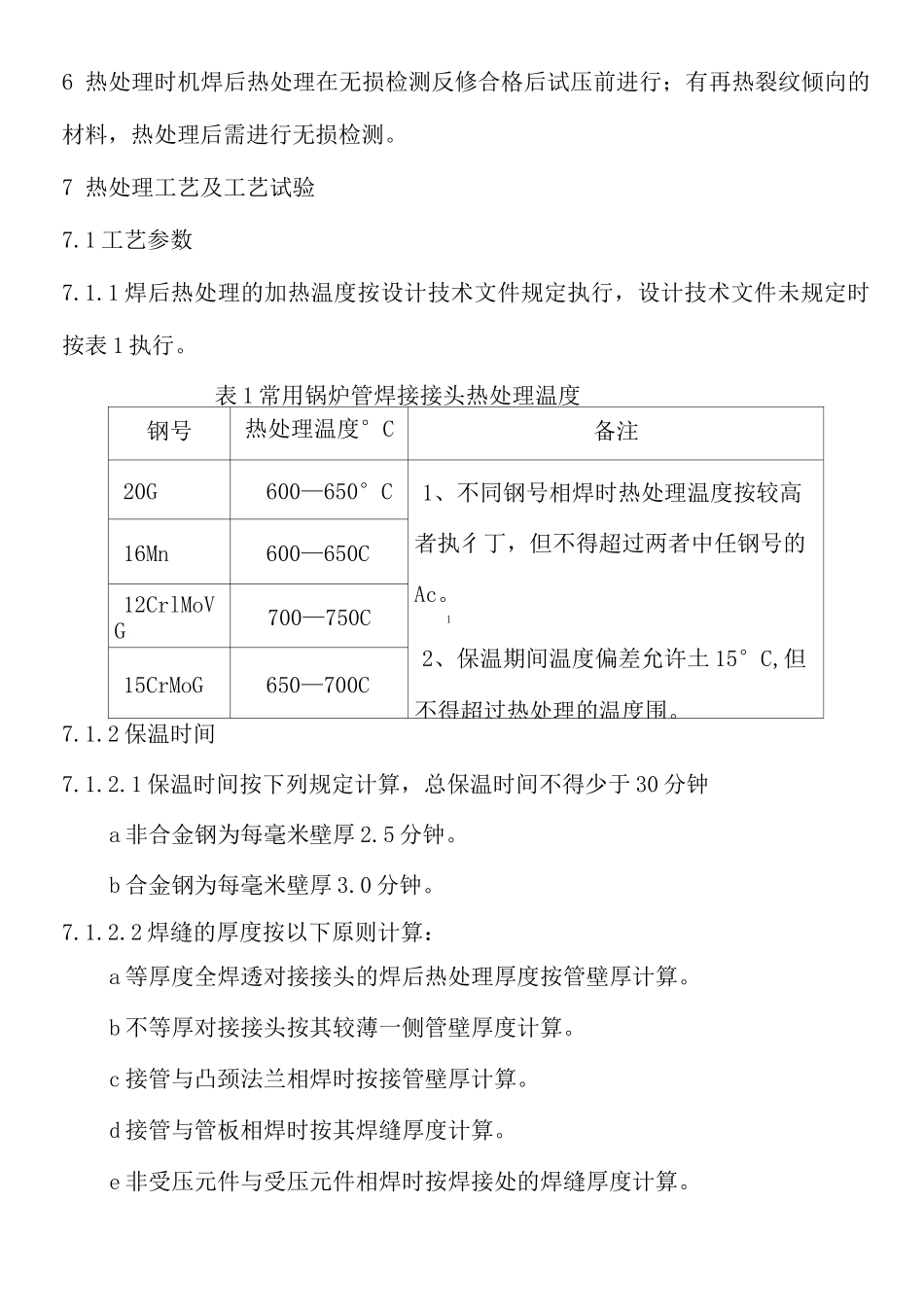
锅炉管焊接热处理工艺规程1 总则本工艺规程适用于低碳和低合金钢锅炉管道焊接接头消除残余应力的焊后热处理,不涉及发生相变和改变金相组织的其他热处理方法。2、引用标准及参考文献NB/T47015—2011《压力容器焊接规程》SH3501—2011《石油化工有毒可燃介质管道工程施工及验收规》GB50236—2011《现场设备、工业管道焊接工程施工及验收规程》3、焊前预热3.1 材料性能分析部分锅炉管道采用低合金耐热钢,材料具有良好的热稳定性能,是高温热管道的常用材料,由于材料中存在铬、钼合金成分,材料的淬硬倾向大,施工中采用焊前预热、焊后热处理的工艺措施,来获得性能合格的焊接接头。3.2 管道组成件焊前预热应按表 1 的规定进行,中断焊接后需要继续焊接时,应重新预热,焊接是保持层间温度不小于 150°C。3.3 当环境温度低于 10C 时,在始焊处 100mm 围,应预热到 50C 以上。表 1 管道组成件焊接前预热要求钢种或钢号壁厚 6(mm)预热温度(C)12Cr1MoVG25200〜30015CrMoG$10150〜2004 设备和器材 4.1 焊后热处理必须采用自动控制记录的“热处理控制柜”控制温度。4.2“热处理控制柜”需满足下列要求:4.2.1 能自动控制、记录热处理温度。4.2.2 控制柜、热电偶和补偿导线组合后的温度误差 W 土 10°C。4.2.3 柜所有仪表、仪器需经法定计量单位校验合格,使用时校验合格证须在有效期。4.3 热电偶4.3.1 焊接接头焊后热处理须采用热电偶测温控温。4.3.2 热电偶需满足如下要求:4.3.2.1 量程为热处理最高温度的 1.5 倍,精度等级为 1.0;控温柜和补偿导线的组合温差波动围 W 土 10C。4.3.2.1 按校验周期进行强制校验,使用时校验合格证须在有效期。4.4 加热器4.4.1 焊后热处理必须采用可实现自动指示控制记录的电加热绳或履带加热板加热。4.4.2 管壁厚大于 25mm 的焊接接头宜采用感应法加热。4.5 热处理设备由经培训合格的专人管理和调试,使用时应放置在防雨防潮的台架上。4.6 保温材料热处理所用保温材料应为绝缘无碱超细玻璃棉或复合硅酸盐毡,且应有质量证明及合格证。5 人员 5.1 操作人员需经培训,熟悉专业标准,熟练掌握工艺设备、测量仪表的使用方法。5.2 操作人员热处理施工时必须严格遵守本规程和“热处理工艺指导书”的规定。6 热处理时机焊后热处理在无损检测反修合格后试压前进行;有再热裂纹倾向的材料,热处理后需进行无损检测。7 热处理工艺及工艺试验7.1 工艺参数7.1.1 焊后热处理的...