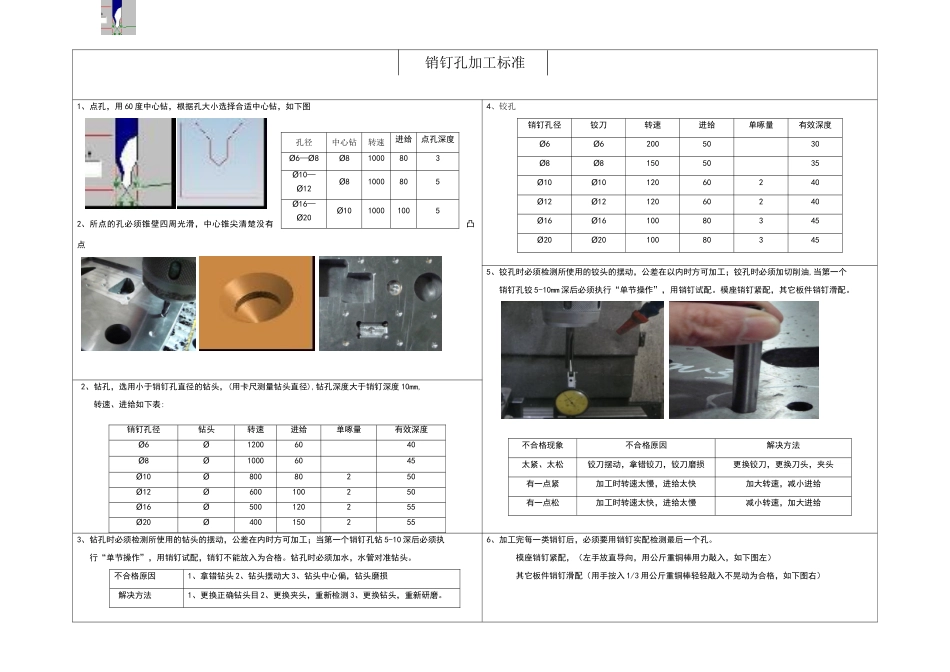
销钉孔加工标准1、点孔,用 60 度中心钻,根据孔大小选择合适中心钻,如下图 2、所点的孔必须锥壁四周光滑,中心锥尖清楚没有凸点 4、铰孔销钉孔径铰刀转速进给单啄量有效深度6Ø6Ø20050308Ø8Ø150503510Ø10Ø1206024012Ø12Ø1206024016Ø16Ø1008034520Ø20Ø100803455、铰孔时必须检测所使用的铰头的摆动,公差在以内时方可加工;铰孔时必须加切削油,当第一个 销钉孔铰 5-10mm 深后必须执行“单节操作”,用销钉试配。模座销钉紧配,其它板件销钉滑配。 不合格现象不合格原因解决方法太紧、太松铰刀摆动,拿错铰刀,铰刀磨损更换铰刀,更换刀头,夹头有一点紧加工时转速太慢,进给太快加大转速,减小进给有一点松加工时转速太快,进给太慢减小转速,加大进给 2、钻孔,选用小于销钉孔直径的钻头,(用卡尺测量钻头直径),钻孔深度大于销钉深度 10mm,转速、进给如下表: 3、钻孔时必须检测所使用的钻头的摆动,公差在内时方可加工;当第一个销钉孔钻 5-10 深后必须执 行“单节操作”,用销钉试配,销钉不能放入为合格。钻孔时必须加水,水管对准钻头。不合格原因1、拿错钻头 2、钻头摆动大 3、钻头中心偏,钻头磨损 解决方法1、更换正确钻头目 2、更换夹头,重新检测 3、更换钻头,重新研磨。6、加工完每一类销钉后,必须要用销钉实配检测最后一个孔。 模座销钉紧配,(左手放直导向,用公斤重铜棒用力敲入,如下图左) 其它板件销钉滑配(用手按入 1/3 用公斤重铜棒轻轻敲入不晃动为合格,如下图右)孔径中心钻转速进给点孔深度6— 8ØØ8Ø100080310—Ø12Ø8Ø100080516—Ø20Ø10Ø10001005销钉孔径钻头转速进给单啄量有效深度6ØØ120060408ØØ1000604510ØØ8008025012ØØ60010025016ØØ50012025520ØØ400150255销钉孔加工标准