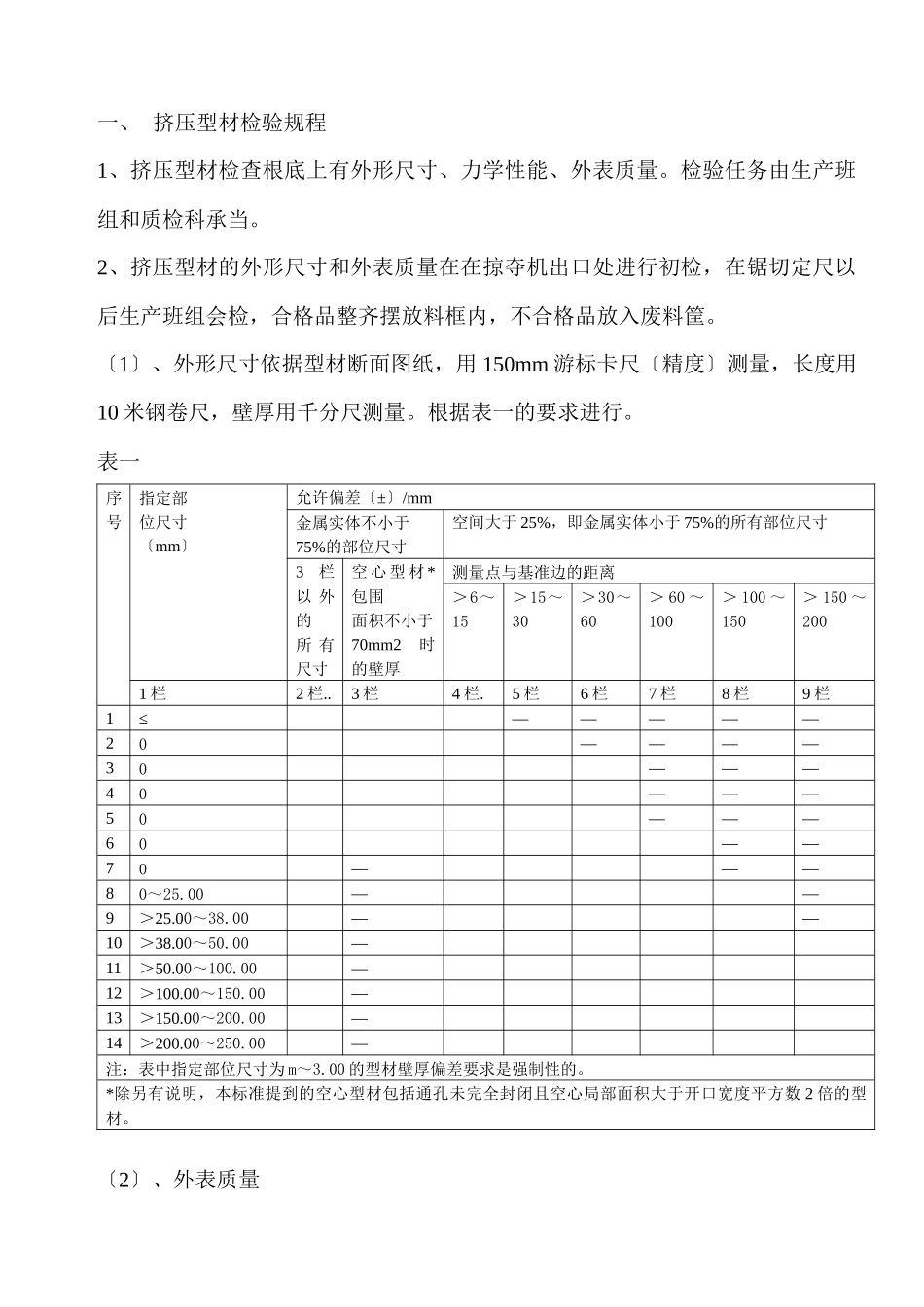
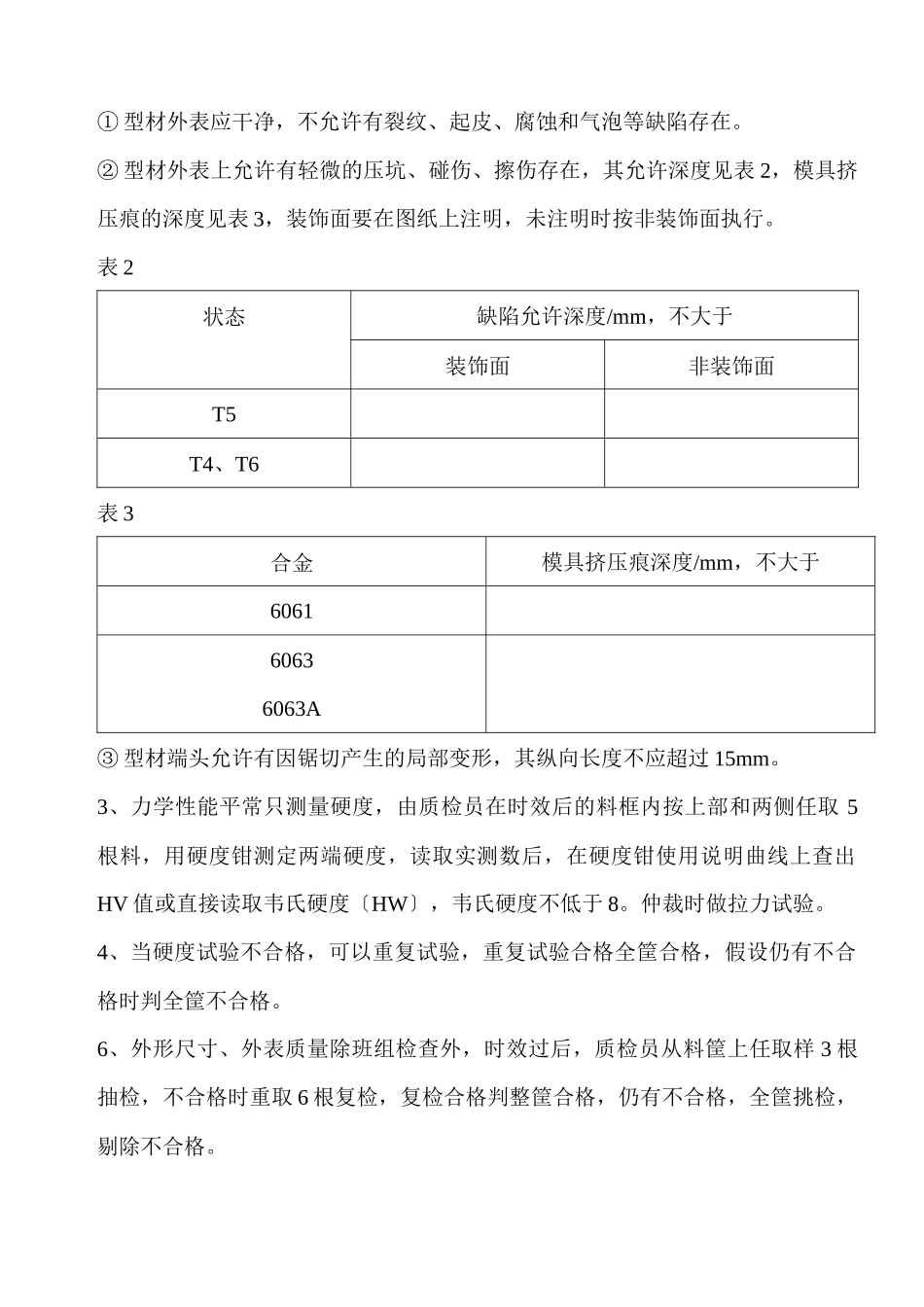
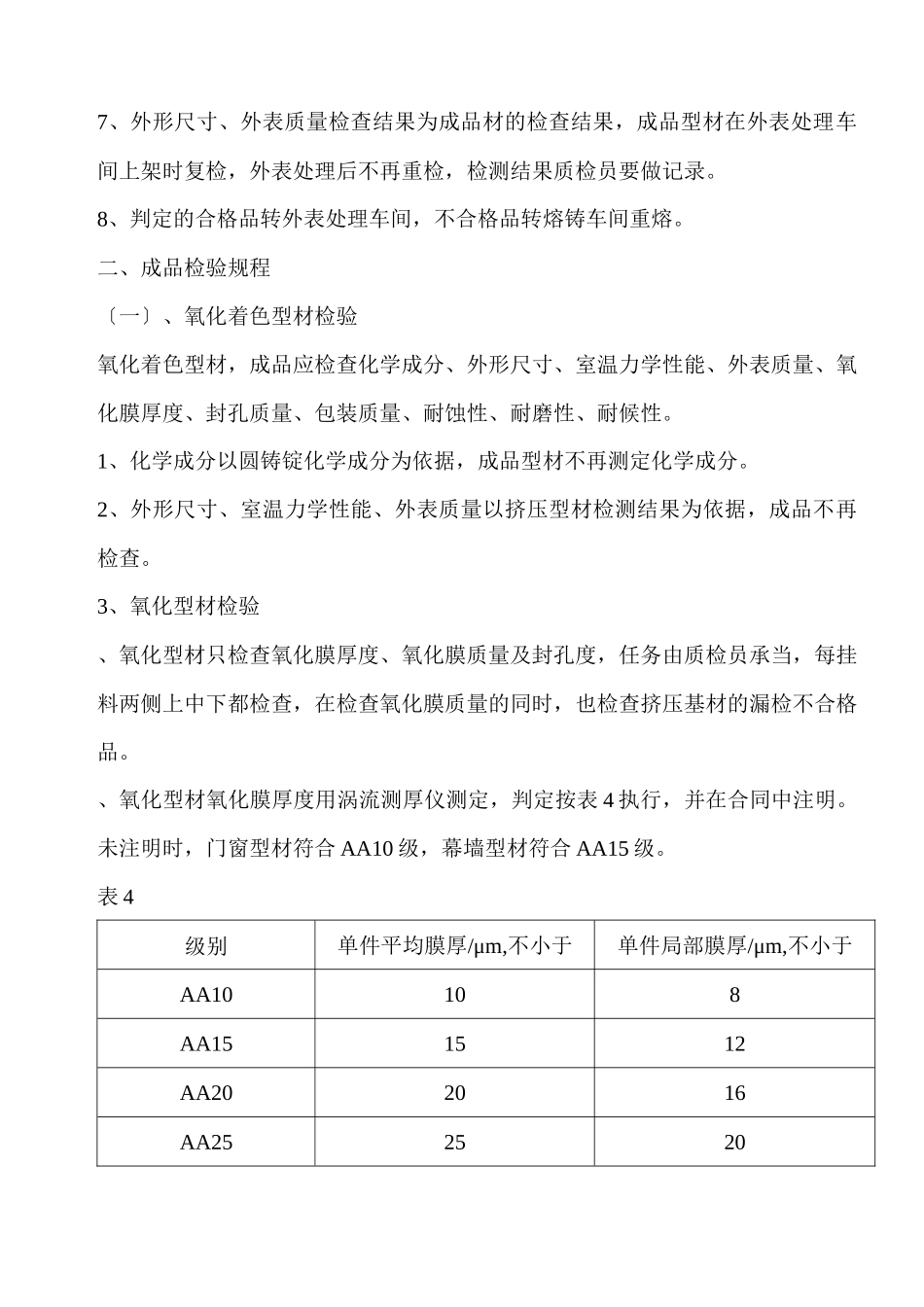
一、 挤压型材检验规程1、挤压型材检查根底上有外形尺寸、力学性能、外表质量。检验任务由生产班组和质检科承当。2、挤压型材的外形尺寸和外表质量在在掠夺机出口处进行初检,在锯切定尺以后生产班组会检,合格品整齐摆放料框内,不合格品放入废料筐。〔1〕、外形尺寸依据型材断面图纸,用 150mm 游标卡尺〔精度〕测量,长度用10 米钢卷尺,壁厚用千分尺测量。根据表一的要求进行。表一序号指定部位尺寸〔mm〕允许偏差〔±〕/mm金属实体不小于75%的部位尺寸空间大于 25%,即金属实体小于 75%的所有部位尺寸3栏以 外的所 有尺寸空 心 型 材 *包围面积不小于70mm2时的壁厚测量点与基准边的距离>6~15>15~30>30~60> 60 ~100> 100 ~150> 150 ~2001 栏2 栏..3 栏4 栏.5 栏6 栏7 栏8 栏9 栏1≤—————20————30———40———50———60——70———80~25.00——9>25.00~38.00——10>38.00~50.00—11>50.00~100.00—12>100.00~150.00—13>150.00~200.00—14>200.00~250.00—注:表中指定部位尺寸为 m~3.00 的型材壁厚偏差要求是强制性的。*除另有说明,本标准提到的空心型材包括通孔未完全封闭且空心局部面积大于开口宽度平方数 2 倍的型材。〔2〕、外表质量① 型材外表应干净,不允许有裂纹、起皮、腐蚀和气泡等缺陷存在。② 型材外表上允许有轻微的压坑、碰伤、擦伤存在,其允许深度见表 2,模具挤压痕的深度见表 3,装饰面要在图纸上注明,未注明时按非装饰面执行。表 2状态缺陷允许深度/mm,不大于装饰面非装饰面T5T4、T6表 3合金模具挤压痕深度/mm,不大于606160636063A③ 型材端头允许有因锯切产生的局部变形,其纵向长度不应超过 15mm。3、力学性能平常只测量硬度,由质检员在时效后的料框内按上部和两侧任取 5根料,用硬度钳测定两端硬度,读取实测数后,在硬度钳使用说明曲线上查出HV 值或直接读取韦氏硬度〔HW〕,韦氏硬度不低于 8。仲裁时做拉力试验。4、当硬度试验不合格,可以重复试验,重复试验合格全筐合格,假设仍有不合格时判全筐不合格。6、外形尺寸、外表质量除班组检查外,时效过后,质检员从料筐上任取样 3 根抽检,不合格时重取 6 根复检,复检合格判整筐合格,仍有不合格,全筐挑检,剔除不合格。7、外形尺寸、外表质量检查结果为成品材的检查结果,成品型材在外表处理车间上架时复检,外表处理后不再重检,检测结果质检员要做记录。8、判定的合格...