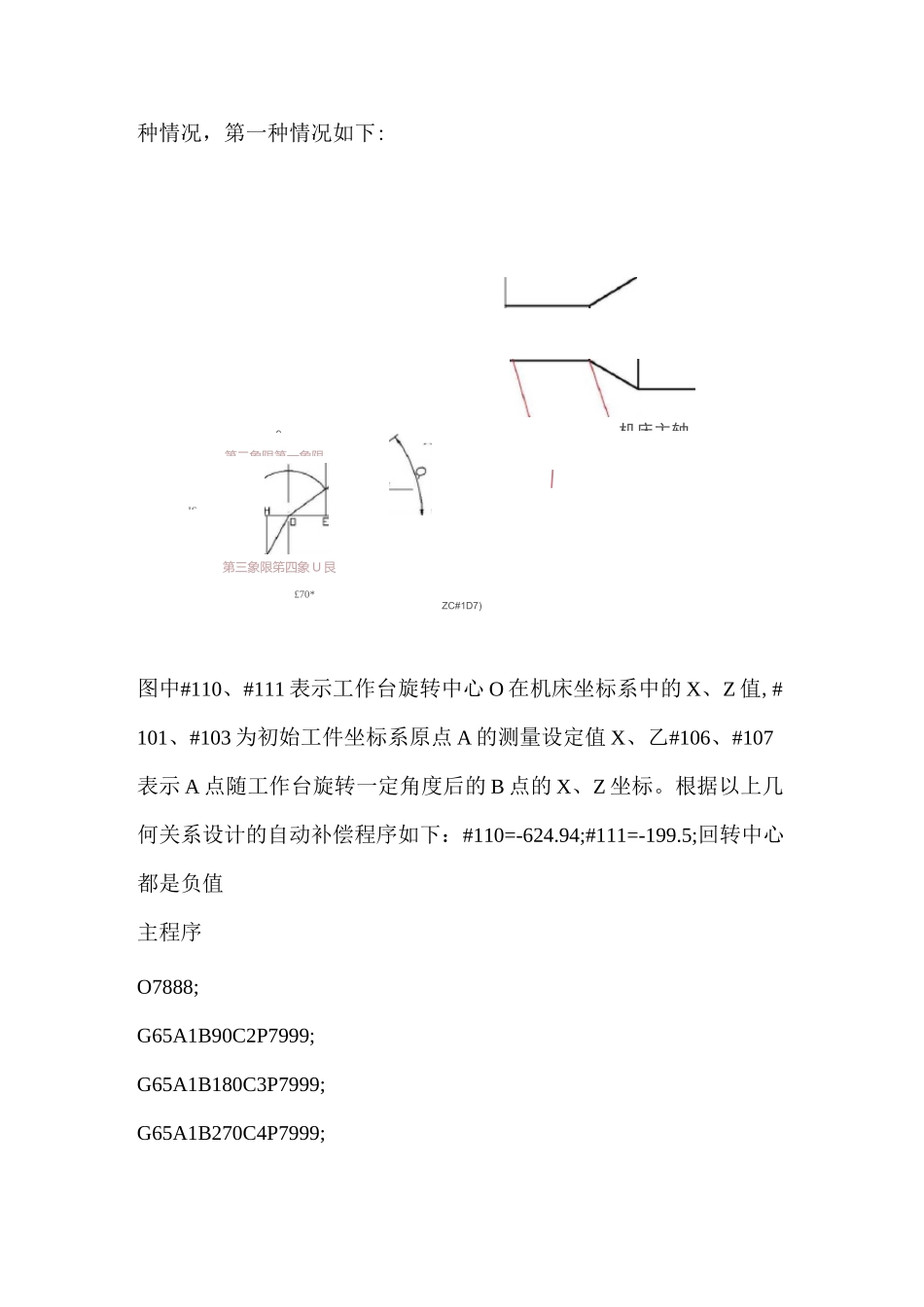
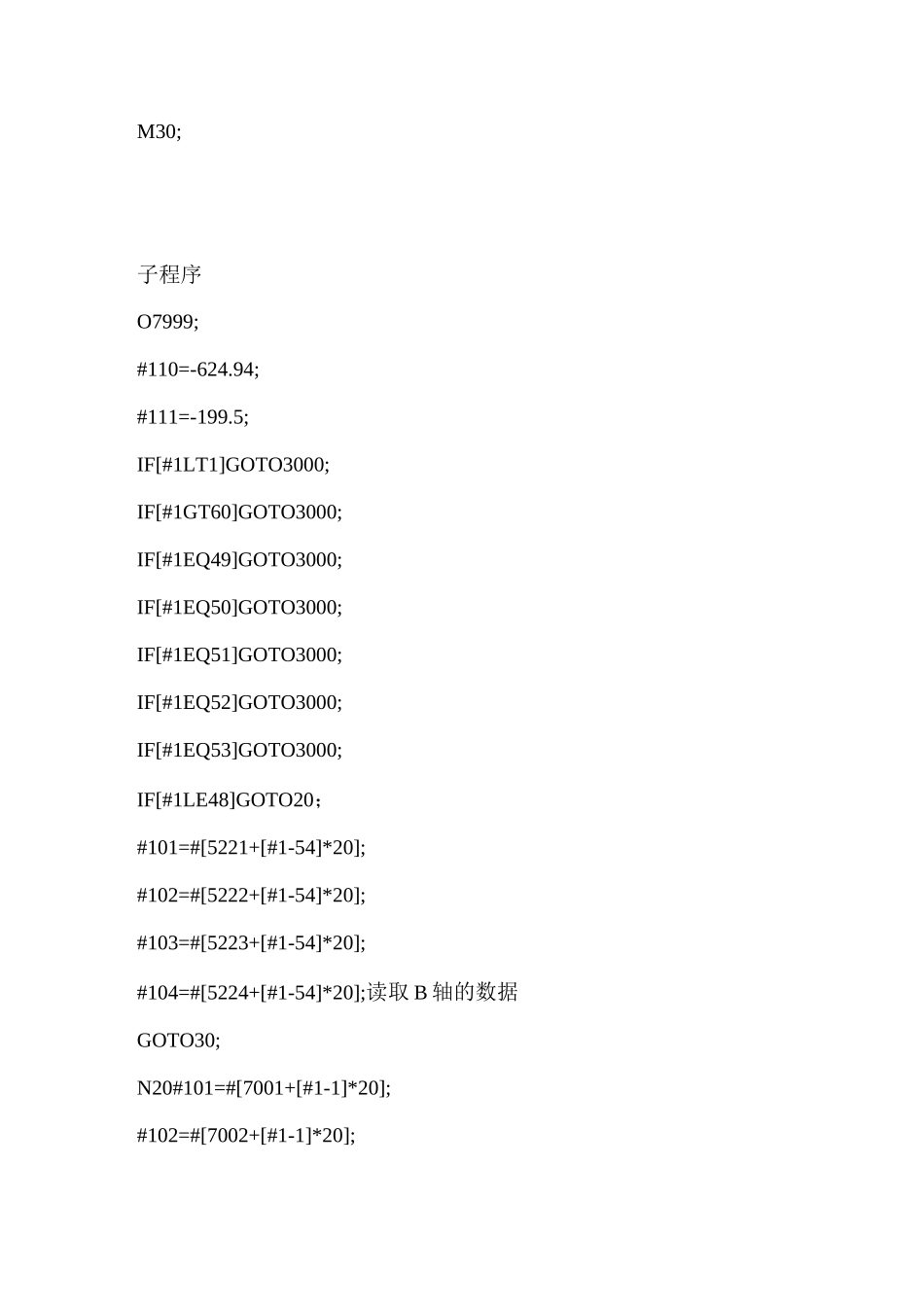
卧式加工中心坐标系自动补偿原理及程序设计简介数控卧式加工中心机床在加工零件时,由于零件加工部位的需要,通常要求工作台旋转任意角度。当工件坐标系原点与工作台旋转中心重合时,工作台的旋转不会给加工带来影响。但是由于工件坐标系原点的选择是根据零件结构特点、编程的需要而确定的,通常被加工零件无法与工作台的旋转中心重合,工件坐标系原点的位置随着工作台的旋转,在机床坐标系中发生变化。因此,要重新设定工件坐标系原点。现在我们公司采用的方法是:一个面的工件坐标系原点设定好之后,根据补偿值,人工计算其他面的工件坐标系原点并输入到相应的工件坐标系中,容易出错,且只能计算工作台旋转 90 度、180 度、270 度位置的工件坐标系原点,不能计算任意旋转角度的坐标系原点。该程序可根据初始工件坐标系原点设定值,实现工作台旋转任意角度的工件坐标系原点自动补偿计算,并设定新的工件坐标系原点,自动输入到相应的工件坐标系中,减少了工件坐标系设定时间和出错的概率,提高了生产效率和准确性。原理当工件随夹具在工作台上安装后,初始工件坐标系原点经测量、设定后,在机床坐标系中即被确定。工件坐标系原点与工作台旋转中心的关系如下图所示:根据主轴 B 端(机床原点)和工作台回转中心的相对位置,分为两9第二象限第一象限IS\\. 机床坐标系原 点种情况,第一种情况如下:第三象限笫四象 U 艮£70*ZC#1D7)图中#110、#111 表示工作台旋转中心 O 在机床坐标系中的 X、Z 值,#101、#103 为初始工件坐标系原点 A 的测量设定值 X、乙#106、#107表示 A 点随工作台旋转一定角度后的 B 点的 X、Z 坐标。根据以上几何关系设计的自动补偿程序如下:#110=-624.94;#111=-199.5;回转中心都是负值主程序O7888;G65A1B90C2P7999;G65A1B180C3P7999;G65A1B270C4P7999;机床主轴M30;子程序O7999;#110=-624.94;#111=-199.5;IF[#1LT1]GOTO3000;IF[#1GT60]GOTO3000;IF[#1EQ49]GOTO3000;IF[#1EQ50]GOTO3000;IF[#1EQ51]GOTO3000;IF[#1EQ52]GOTO3000;IF[#1EQ53]GOTO3000;IF[#1LE48]GOTO20;#101=#[5221+[#1-54]*20];#102=#[5222+[#1-54]*20];#103=#[5223+[#1-54]*20];#104=#[5224+[#1-54]*20];读取 B 轴的数据GOTO30;N20#101=#[7001+[#1-1]*20];#102=#[7002+[#1-1]*20];#103=#[7003+[#1-1]*20];#104=#[7004+[#1-1]*20];GOTO30;N30#21=#101-#110;#22=#103-#111;#30=ABS[#21];#31=ABS[#22];IF[#2GT0]GOTO40;#2=#2+360;N40IF[#...