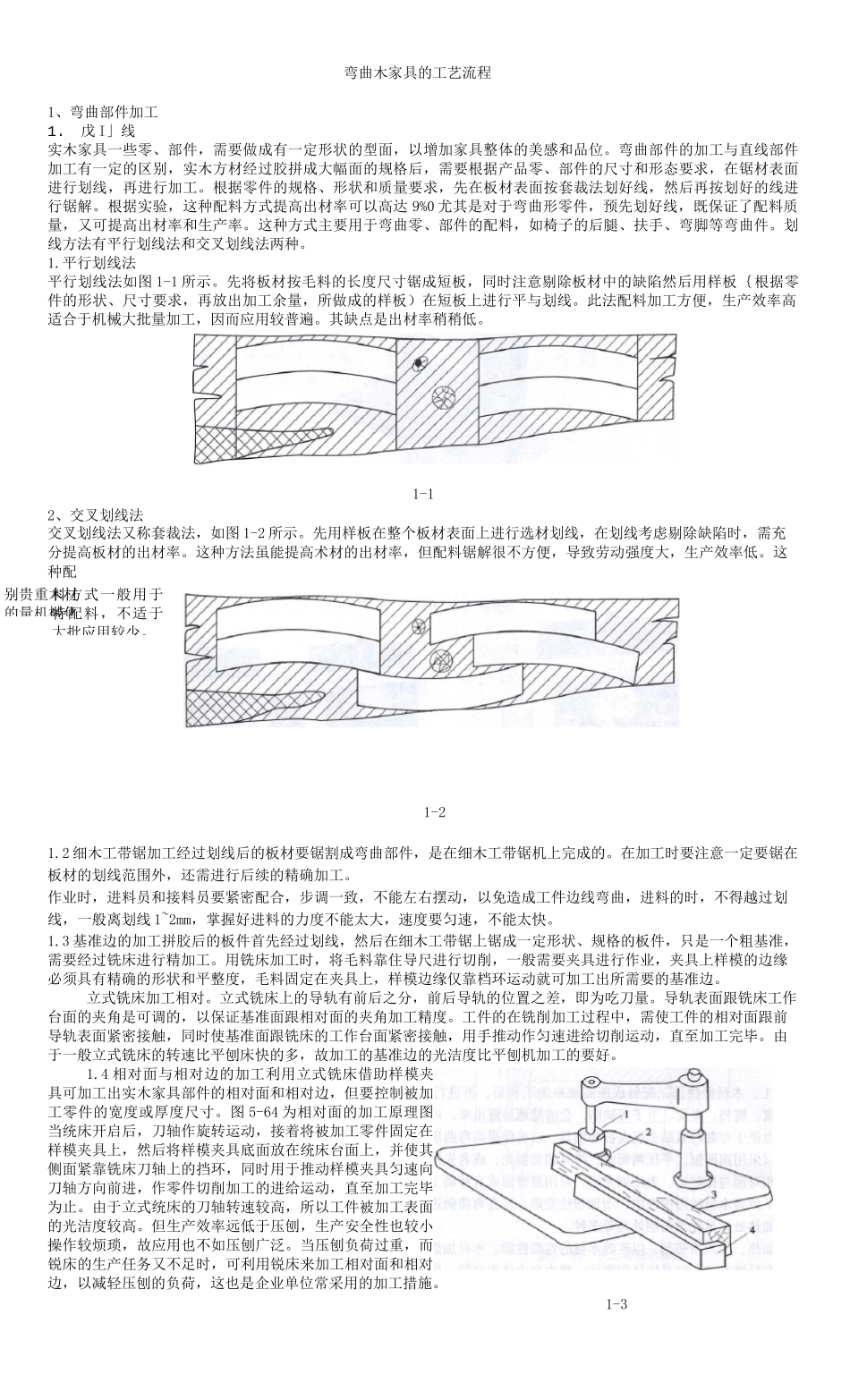
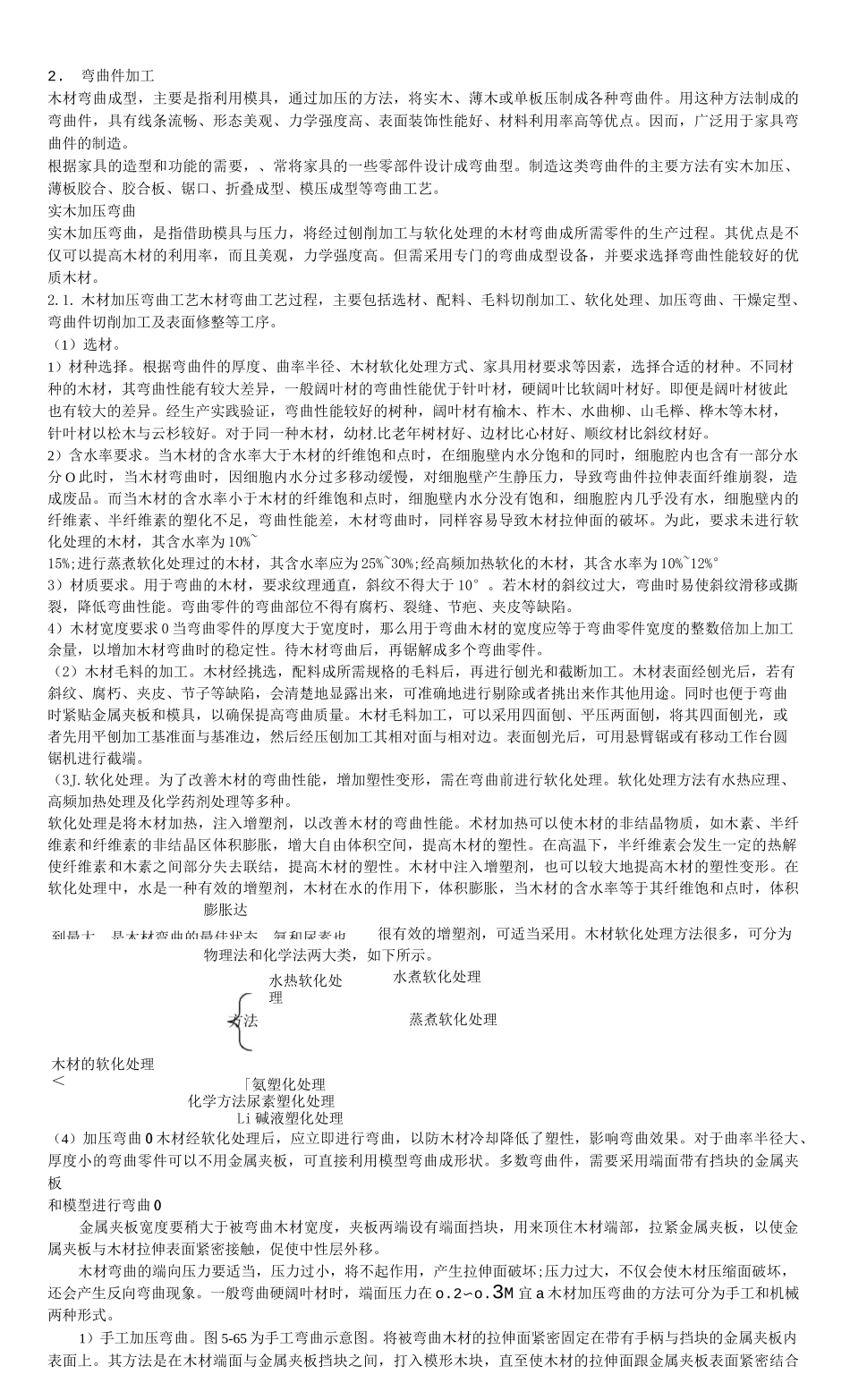
别贵重木材的量机械化弯曲木家具的工艺流程1、弯曲部件加工1.戊 I」线实木家具一些零、部件,需要做成有一定形状的型面,以增加家具整体的美感和品位。弯曲部件的加工与直线部件加工有一定的区别,实木方材经过胶拼成大幅面的规格后,需要根据产品零、部件的尺寸和形态要求,在锯材表面进行划线,再进行加工。根据零件的规格、形状和质量要求,先在板材表面按套裁法划好线,然后再按划好的线进行锯解。根据实验,这种配料方式提高出材率可以高达 9%0 尤其是对于弯曲形零件,预先划好线,既保证了配料质量,又可提高出材率和生产率。这种方式主要用于弯曲零、部件的配料,如椅子的后腿、扶手、弯脚等弯曲件。划线方法有平行划线法和交叉划线法两种。1.平行划线法平行划线法如图 1-1 所示。先将板材按毛料的长度尺寸锯成短板,同时注意剔除板材中的缺陷然后用样板{根据零件的形状、尺寸要求,再放出加工余量,所做成的样板)在短板上进行平与划线。此法配料加工方便,生产效率高适合于机械大批量加工,因而应用较普遍。其缺点是出材率稍稍低。1-12、交叉划线法交叉划线法又称套裁法,如图 1-2 所示。先用样板在整个板材表面上进行选材划线,在划线考虑剔除缺陷时,需充分提高板材的出材率。这种方法虽能提高术材的出材率,但配料锯解很不方便,导致劳动强度大,生产效率低。这种配1-21.2 细木工带锯加工经过划线后的板材要锯割成弯曲部件,是在细木工带锯机上完成的。在加工时要注意一定要锯在板材的划线范围外,还需进行后续的精确加工。作业时,进料员和接料员要紧密配合,步调一致,不能左右摆动,以免造成工件边线弯曲,进料的时,不得越过划线,一般离划线 1~2mm,掌握好进料的力度不能太大,速度要匀速,不能太快。1.3 基准边的加工拼胶后的板件首先经过划线,然后在细木工带锯上锯成一定形状、规格的板件,只是一个粗基准,需要经过铣床进行精加工。用铣床加工时,将毛料靠住导尺进行切削,一般需要夹具进行作业,夹具上样模的边缘必须具有精确的形状和平整度,毛料固定在夹具上,样模边缘仅靠档环运动就可加工出所需要的基准边。立式铣床加工相对。立式铣床上的导轨有前后之分,前后导轨的位置之差,即为吃刀量。导轨表面跟铣床工作台面的夹角是可调的,以保证基准面跟相对面的夹角加工精度。工件的在铣削加工过程中,需使工件的相对面跟前导轨表面紧密接触,同时使基准面跟铣床的工作台面紧密接触,用手推动作匀速进给切削运动,...