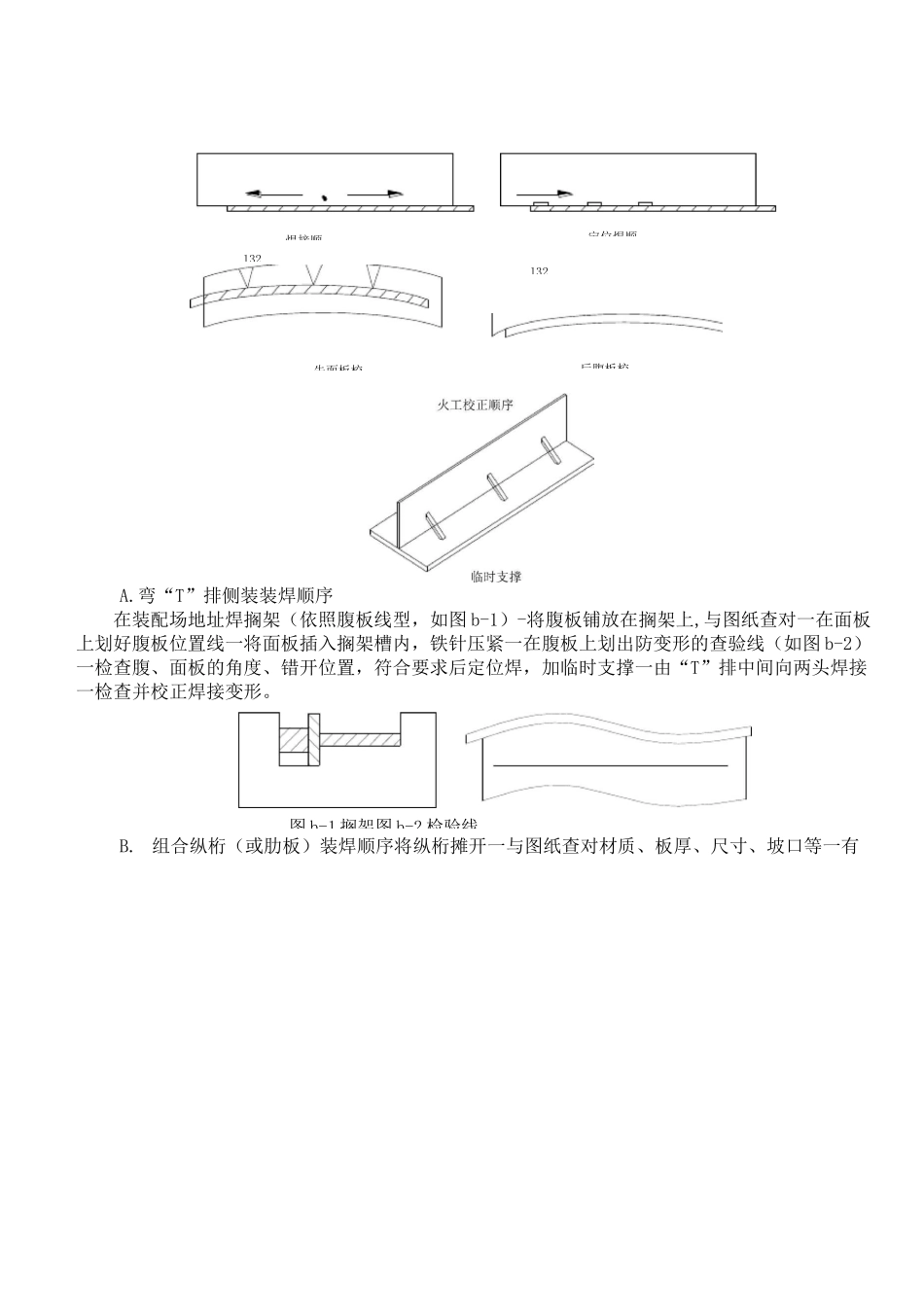
造船工艺流程一、生产大节点:动工——上船台(铺底)——下水(出坞)——航海实验——完工交船生产大节点的期限是编制和执行生产打算的基点,框定了船舶建造各工艺时期的节拍和生产周期:从经营工作看,节点的完成日也是船东向船厂分期付款的交割日。二、工艺时期:钢材预处置——分段装焊——船台装焊(合拢)——船舶下水——系泊实验——航海实验——完工交船1.钢材加工进程:钢材备料——钢材预处置线(矫平、喷砂除锈、底漆)——放样号料——构件边缘加工(切割、加工焊接坡口)——构件成型加工(非平直构件加工应有曲度)——船体零部件装配(平直接板、框架组立)。部件装焊顺序概念:将两个或两个以上的船体零件装焊在一路的进程。要紧形式有拼板和小组。1. 拼板顺序(要紧有平直甲板、内外底板、内外舷侧板等)清理板边铁锈 f 将要拼的板铺在平台板上 f 与图纸查对(材质、号料符号、首尾方向、钢板正反面、平直度、边缘坡口)f 对齐钢板基准边 f 每条焊缝两头各一点定位焊 f 检查整块拼板的长、宽、对角线 f 与图纸尺寸不符时酌情调整板缝间隙 f 从拼板中间向周围定位焊(边、端接缝同时存在时,先边后端,如图一)f 引、熄弧板安装 f 焊缝清洁(除去焊缝周围的油、水、杂质,需预热时要预热)f 焊前测量、填表 f 拼板正面焊接(所有焊缝同一端开始,另一端终止;边、端接缝同时存在,先端后边,如图二;有的焊接完还有可能要保温缓冷)f正面修补打磨 f 吊耳装焊、翻身 f 反面焊缝清洁(包括要碳刨的,顺序同正面焊接顺序)f反面焊缝焊接(顺序同正面)f 焊缝补磨 f 焊接角变形校正(火工校正时,必需从内向外加热)f 去除引、止弧板 f 再次翻身 f 完工测量、填表 f 装焊吊运吊耳、去除翻身吊耳2装配方法(正确)A.弯“T”排侧装装焊顺序在装配场地址焊搁架(依照腹板线型,如图 b-1)-将腹板铺放在搁架上,与图纸查对一在面板上划好腹板位置线一将面板插入搁架槽内,铁针压紧一在腹板上划出防变形的查验线(如图 b-2)一检查腹、面板的角度、错开位置,符合要求后定位焊,加临时支撑一由“T”排中间向两头焊接一检查并校正焊接变形。B. 组合纵桁(或肋板)装焊顺序将纵桁摊开一与图纸查对材质、板厚、尺寸、坡口等一有焊接顺定位焊顺132先面板校132后腹板校图 b-1 搁架图 b-2 检验线2对接要求的先拼焊、校正一开角尺、划结构位置线、对合线、标示板厚方向等一测量纵桁长宽尺寸并填表一纵桁...