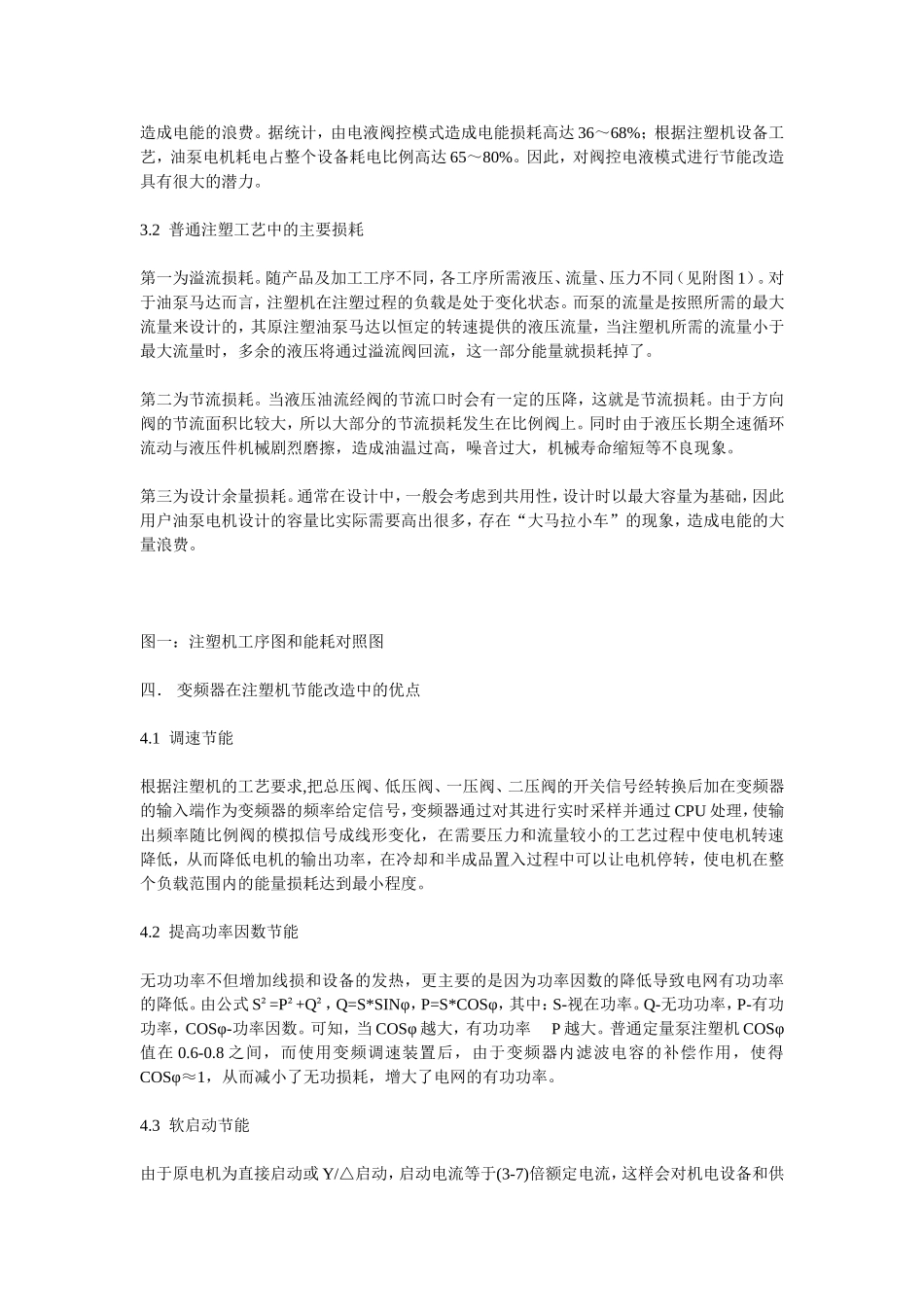
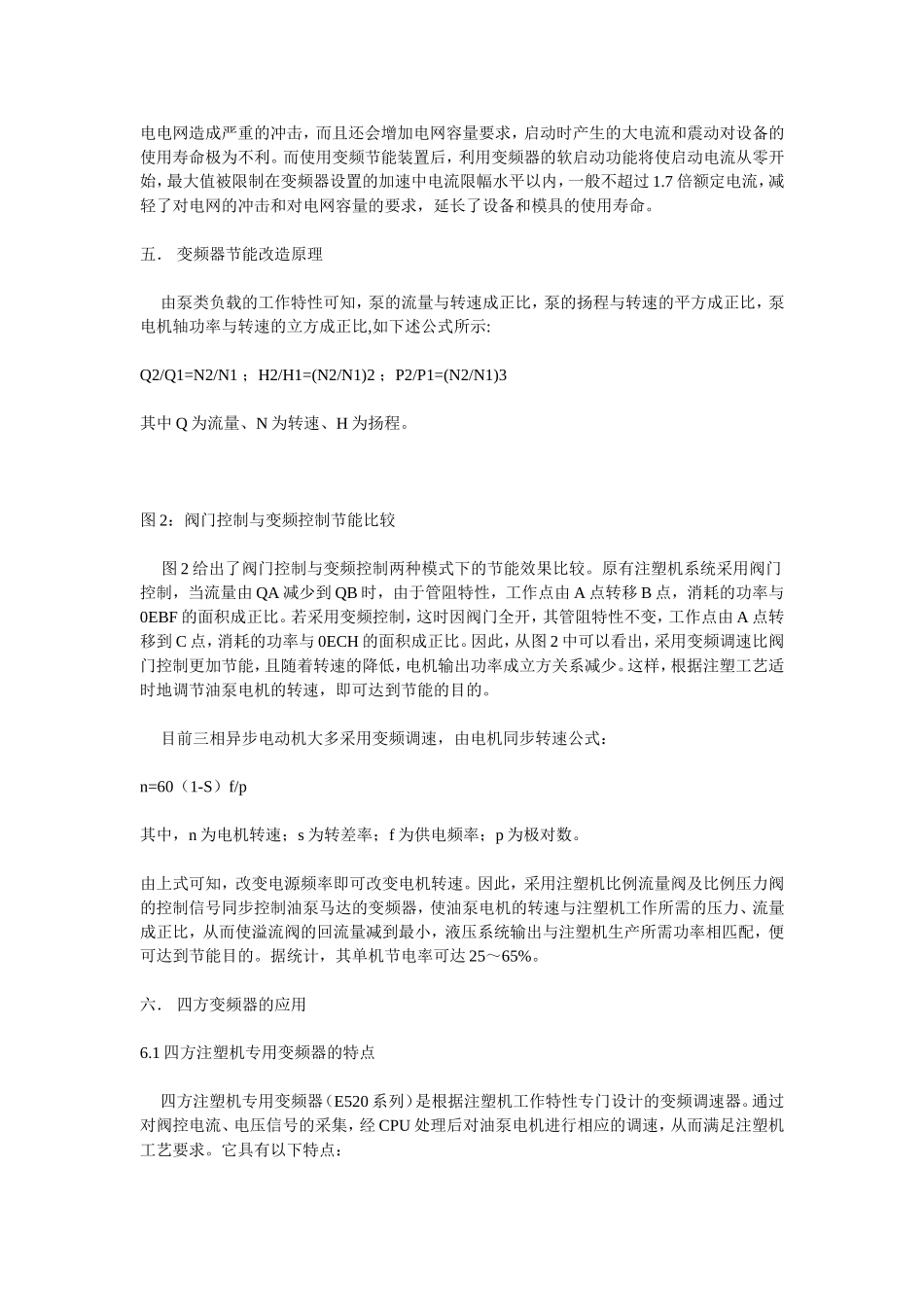
变频器在注塑机节能改造中的应用2008-03-1820:18一.塑料行业在国内的发展形势现在人们已公认一个国家或地区塑料的人均年消耗量及塑料工业在国民经济中所占的地位是反映工业发展与进步的重要标志之一。中国塑料资源丰富,21世纪初主要合成树脂年产量达1.4万吨,排世界第4位。并且中国合成树脂的产量还在以5%~10%的速度增长。中国又是塑料消费大国,据统计,其年消耗量占世界第二,仅次于美国,而中国的人均消费仅为19kg,在世界排名第32位,是工业发达国家的11%~20%,可见中国的塑料工业还要大发展,塑料机械前景广阔。根据塑料制品的市场分析,目前中国塑料机械行业产值每年约100亿元,而国内市场需求约200亿元,还有很大空间,注塑机的需求也逐步由南方向北方扩散,同时也带将带动塑料工业关联产业的发展。二.变频改造在注塑行业发展趋势近几年塑料行业发展越来越迅速,其中注塑行业也正迎来一个飞速发展的机遇。但同时行业内的竞争也日渐激烈,各厂家除了重视产品质量和品牌外,也越来越重视生产成本的控制。从注塑机工艺过程知道,在注塑成型产品成本中,电能消耗成本占了很大的比例,因而能否有效减少电能损耗,受到了各注塑机厂家和用户的关注。随着变频调速技术的推广,变频调速在传动控制和节能领域已日渐得到了广泛应用,尤其在泵类负载场合采用变频控制节能效果显著。本文以四方注塑机专用型变频器为例,介绍了注塑机变频改造的可行性和改造中常出现的问题及相应处理方法。三.注塑机变频改造可行性3.1注塑机基本概况及成型工艺过程普通注塑机通常采用液压传动,其结构包含注射装置、开合模装置、液压传动装置和电气控制装置,后者的作用是保证注塑机预定工序的要求(压力、速度、温度、时间、位置)和动作程序准确有效地工作。在传统的注塑机中液压传动装置主要由油泵、液压控制阀、压力电磁比例阀、流量电磁比例阀、各种不同的动作油缸、油泵电机及其它液压附件和管道组成,液压传动系统中的动力由电机带动油泵提供。其中,油泵绝大部分是定量油泵,电动机通常提供额定功率和转速,油泵将电动机所输入的机械能转变为压力能,然后向液压系统的液压元件输送具有一定压力和流量的液压油,满足液压执行机构驱动负载所需能量的要求注塑机成型工艺是一个按照预定的周期性动作过程,即以合模---射嘴前进---射胶---保压---溶胶、冷却---开模---取出制品---将被注塑件放入模具中—合模等加工工序达到某件产品成型。各个过程所需的速度和压力因不同工艺而不同,即所需的液压油流量不同,因而注塑机整个动作过程对油泵电机来说是个变负载过程。在定量泵注塑机液压系统中,油泵电机始终以恒定转速提供恒定流量的液压油,各个动作中相应多余的液压油则通过溢流阀回流,从而造成电能的浪费。据统计,由电液阀控模式造成电能损耗高达36~68%;根据注塑机设备工艺,油泵电机耗电占整个设备耗电比例高达65~80%。因此,对阀控电液模式进行节能改造具有很大的潜力。3.2普通注塑工艺中的主要损耗第一为溢流损耗。随产品及加工工序不同,各工序所需液压、流量、压力不同(见附图1)。对于油泵马达而言,注塑机在注塑过程的负载是处于变化状态。而泵的流量是按照所需的最大流量来设计的,其原注塑油泵马达以恒定的转速提供的液压流量,当注塑机所需的流量小于最大流量时,多余的液压将通过溢流阀回流,这一部分能量就损耗掉了。第二为节流损耗。当液压油流经阀的节流口时会有一定的压降,这就是节流损耗。由于方向阀的节流面积比较大,所以大部分的节流损耗发生在比例阀上。同时由于液压长期全速循环流动与液压件机械剧烈磨擦,造成油温过高,噪音过大,机械寿命缩短等不良现象。第三为设计余量损耗。通常在设计中,一般会考虑到共用性,设计时以最大容量为基础,因此用户油泵电机设计的容量比实际需要高出很多,存在“大马拉小车”的现象,造成电能的大量浪费。图一:注塑机工序图和能耗对照图四.变频器在注塑机节能改造中的优点4.1调速节能根据注塑机的工艺要求,把总压阀、低压阀、一压阀、二压阀的开关信号经转换后加在变频器的输入端作为变频器的频率给定信号,变频器通过对其进行实时...