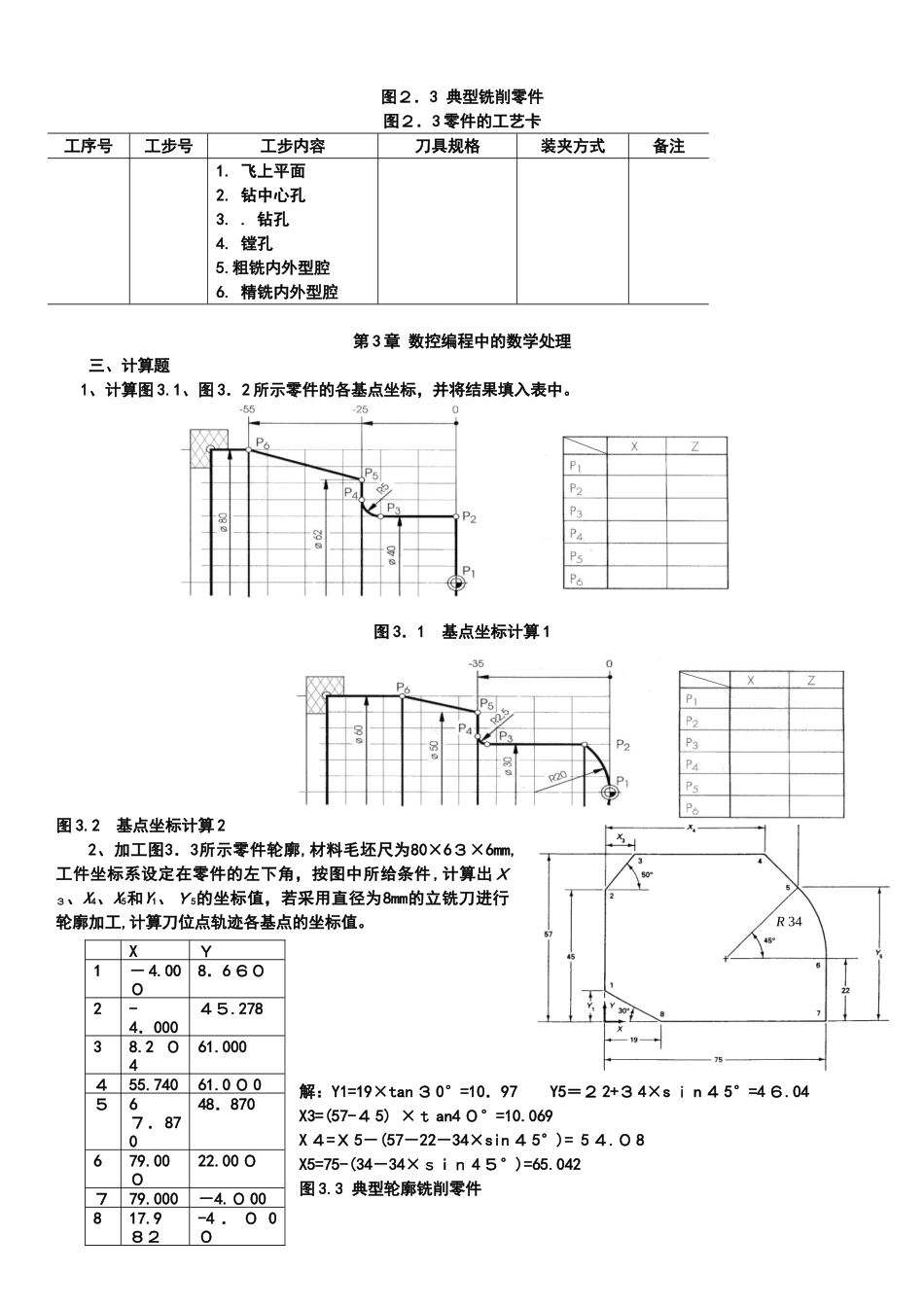
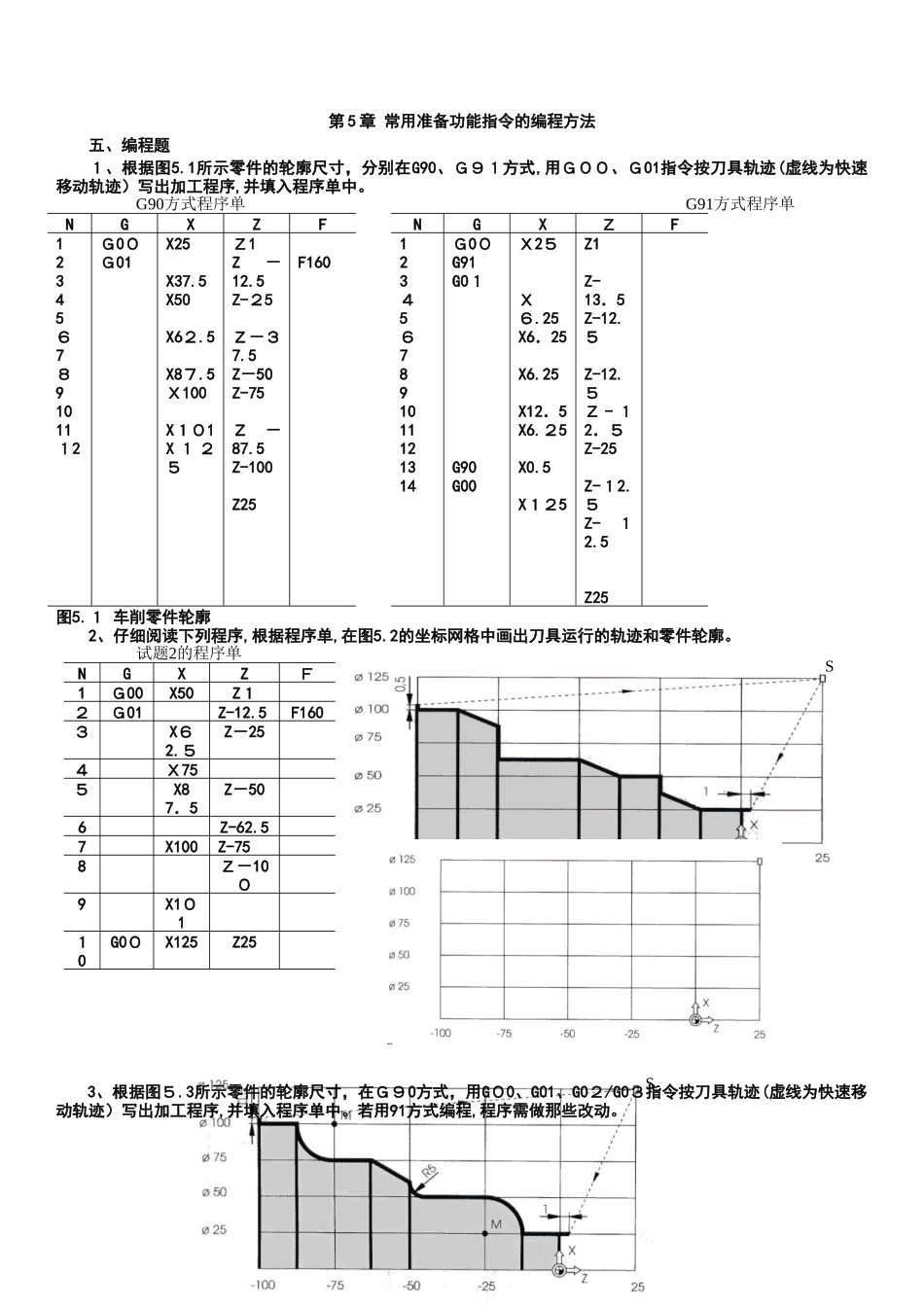
第2章数控编程中的工艺分析五、综合题2、根据图2.2、图2.3所示零件的技术要求,分别填写零件的数控加工工艺卡片。图2.2零件的工艺卡图2.2典型车削零件工序号工步号工步内容刀具规格装夹方式备注1123456车端面、车外圆钻中心孔钻底孔扩孔精车外圆镗孔95°粗车刀φ4φ18φ2495°精车刀三爪卡盘手动手动手动2123456车端面钻中心孔外轮廓粗加工外轮廓精加工切退刀槽加工螺纹95°粗车刀φ495°粗车刀95°精车刀B=4M24外螺纹车刀三爪卡盘手动图2.3典型铣削零件图2.3零件的工艺卡工序号工步号工步内容刀具规格装夹方式备注1.飞上平面2.钻中心孔3..钻孔4.镗孔5.粗铣内外型腔6.精铣内外型腔第3章数控编程中的数学处理三、计算题1、计算图3.1、图3.2所示零件的各基点坐标,并将结果填入表中。图3.1基点坐标计算1图3.2基点坐标计算22、加工图3.3所示零件轮廓,材料毛坯尺为80×63×6mm,工件坐标系设定在零件的左下角,按图中所给条件,计算出X3、X4、X5和Y1、Y5的坐标值,若采用直径为8mm的立铣刀进行轮廓加工,计算刀位点轨迹各基点的坐标值。解:Y1=19×tan30°=10.97Y5=22+34×sin45°=46.04X3=(57-45)×tan40°=10.069X4=X5-(57-22-34×sin45°)=54.08X5=75-(34-34×sin45°)=65.042图3.3典型轮廓铣削零件XY1-4.0008.6602-4.00045.27838.20461.000455.74061.000567.87048.870679.00022.000779.000-4.000817.982-4.000R34SS第5章常用准备功能指令的编程方法五、编程题1、根据图5.1所示零件的轮廓尺寸,分别在G90、G91方式,用G00、G01指令按刀具轨迹(虚线为快速移动轨迹)写出加工程序,并填入程序单中。G90方式程序单G91方式程序单NGXZFNGXZF123456789101112G00G01X25X37.5X50X62.5X87.5X100X101X125Z1Z-12.5Z-25Z-37.5Z-50Z-75Z-87.5Z-100Z25F1601234567891011121314G00G91G01G90G00X25X6.25X6.25X6.25X12.5X6.25X0.5X125Z1Z-13.5Z-12.5Z-12.5Z-12.5Z-25Z-12.5Z-12.5Z25图5.1车削零件轮廓2、仔细阅读下列程序,根据程序单,在图5.2的坐标网格中画出刀具运行的轨迹和零件轮廓。试题2的程序单NGXZF1G00X50Z12G01Z-12.5F1603X62.5Z-254X755X87.5Z-506Z-62.57X100Z-758Z-1009X10110G00X125Z25图5.2坐标网格3、根据图5.3所示零件的轮廓尺寸,在G90方式,用G00、G01、G02/G03指令按刀具轨迹(虚线为快速移动轨迹)写出加工程序,并填入程序单中。若用91方式编程,程序需做那些改动。图5.3试题3的零件轮廓图5.3的程序单NGXZIKF1234567891011G00G01G03G01G02G01G02G01G00X25X50X60X75X100X101X125Z1Z-12.5Z-25Z-45Z-50Z-62.5Z-75Z-87.5Z-100Z25I0I5I12.5K-12.5K0K0F1604、零件的形状、尺寸及刀具路线如图5.4所示。在G90方式,用G00、G01、G02/G03指令写出刀具运行轨迹的NC程序,填入程序清单。图5.4的程序单NGXZIKF123456789101112131415G00G01G03G01G03G01G02G01G00X0X12X21.292X26.659X35X35.728X40X46X50X52X100Z1Z0Z-2.708Z-20Z-21.658Z-30Z-38.779Z-41.165Z-50Z-52Z-54Z100I0I0I8K-8K-3K0F160SS(0,0)R15图5.4题4的零件轮廓第6章刀具补偿指令及其编程方法五、编程题1、刀具起点在(-40,0),法向切入(-20,0)点,切一个40mm的整圆工件,并法向切出返回点(-40,0),刀具轨迹如图1所示。利用刀具半径补偿指令,编写零件的轮廓加工程序。%3345N1T01M6(换一号刀,确定其坐标系)N2M03S400(主轴以400r/min正转)N3G00X-40Y0(到程序起点位置)N4G43H1Z0(刀具移到下刀点)N5G01G42X-20F60(加入刀具园弧半径补偿工进接触工件)N6G02I20(加工Φ40外圆)N7G1G40X-40Y0(取消半径补偿,返回程序起点位置)图6.1轮廓铣削刀具轨迹N8G0Z100(退出已加工表面)N9G00X30(退出已加工表面)N11M30(主轴停、主程序结束并复位)2、用16的立铣刀精铣34mm的孔,孔深为12mm,工件坐标系原点为孔的中心与上表面的交点处,要求切...






 VIP
VIP

