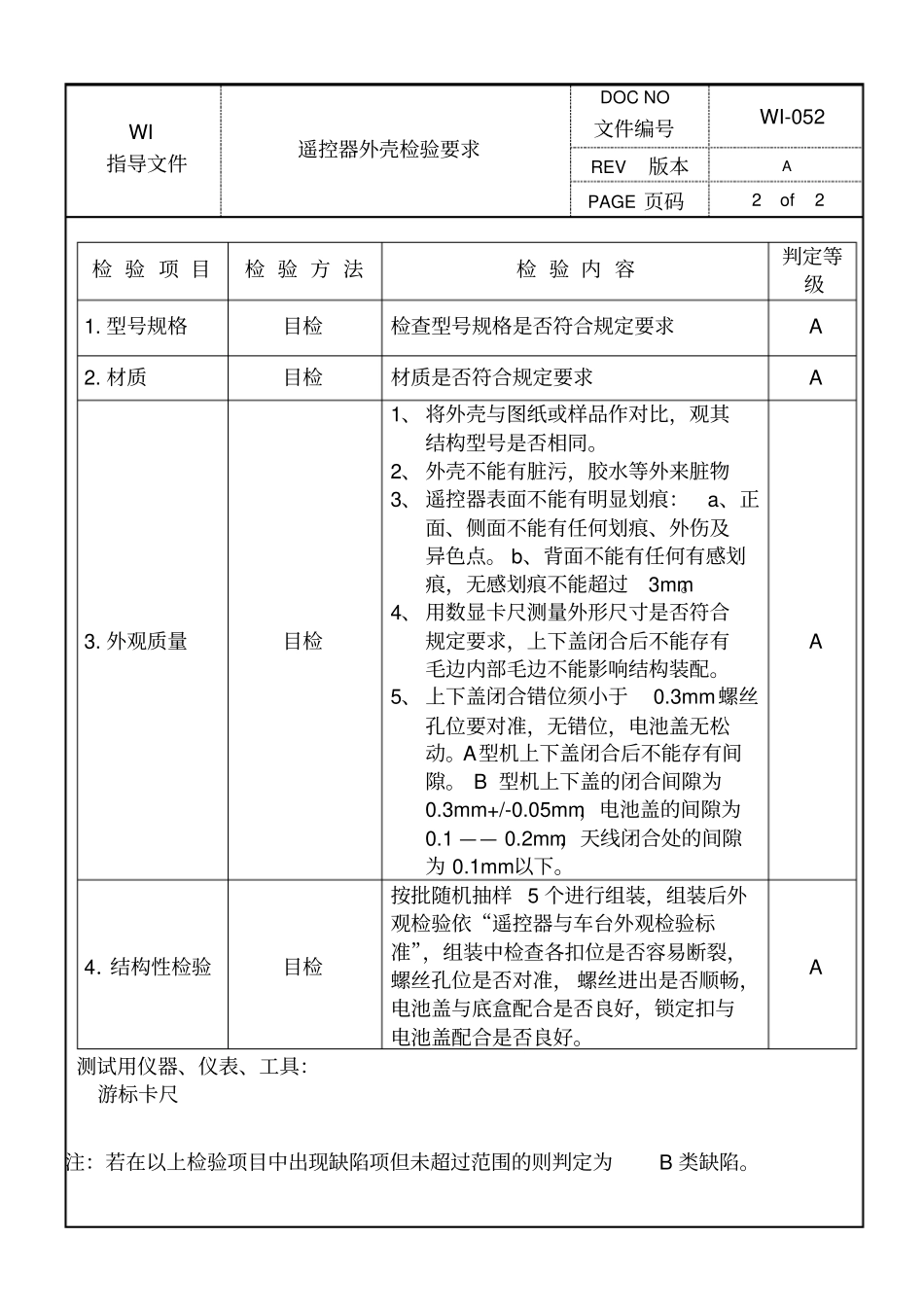
WI 指导文件遥控器外壳检验要求DOC NO 文件编号WI-052 REV 版本APAGE 页码1 of 2 1. 目的对本公司的进货原材料按规定进行检验和试验,确保产品的最终质量。2. 范围适用于本公司对原材料的入库检验。3. 职责检验员按检验要求对原材料进行检验与判定,并对检验结果的正确性负责。4. 检验4.1 检验方式:抽样检验。 4.2抽样方案:元器件类 : 按照 GB 2828 正常检查一次抽样方案一般检查水平 Ⅱ 进行。非元器件类 : 按照 GB 2828 正常检查一次抽样方案特殊检查水平 S-4 进行。盘带包装物料按每盘取3 只进行测试。替代法检验的物料其替代数量依据本公司产品用量的2~3倍进行替代测试。 4.3合格质量水平: A类不合格 AQL=0.65 B 类不合格 AQL=1.5 替代法测试的物料必须全部满足指标要求。 4.4 定义: A类不合格:指对本公司产品性能、安全、利益有严重影响不合格项目。 B类不合格:指对本公司产品性能影响轻微可限度接受的不合格项目。5. 检验仪器、仪表、量具的要求所有的检验仪器、仪表、量具必须在校正计量期内。 6. 检验结果记录在“原材料检验报告”中。WI 指导文件遥控器外壳检验要求DOC NO 文件编号WI-052 REV 版本APAGE 页码2 of 2 检 验 项 目检 验 方 法检 验 内 容判定等级1. 型号规格目检检查型号规格是否符合规定要求A 2. 材质目检材质是否符合规定要求A 3. 外观质量目检1、 将外壳与图纸或样品作对比,观其结构型号是否相同。2、 外壳不能有脏污,胶水等外来脏物3、 遥控器表面不能有明显划痕:a、正面、侧面不能有任何划痕、外伤及异色点。 b、背面不能有任何有感划痕,无感划痕不能超过3mm。4、 用数显卡尺测量外形尺寸是否符合规定要求,上下盖闭合后不能存有毛边内部毛边不能影响结构装配。5、 上下盖闭合错位须小于0.3mm螺丝孔位要对准,无错位,电池盖无松动。A型机上下盖闭合后不能存有间隙。 B 型机上下盖的闭合间隙为0.3mm+/-0.05mm,电池盖的间隙为0.1 —— 0.2mm,天线闭合处的间隙为 0.1mm以下。A 4.结构性检验目检按批随机抽样 5 个进行组装,组装后外观检验依“遥控器与车台外观检验标准”,组装中检查各扣位是否容易断裂,螺丝孔位是否对准, 螺丝进出是否顺畅,电池盖与底盒配合是否良好,锁定扣与电池盖配合是否良好。A 测试用仪器、仪表、工具:游标卡尺注:若在以上检验项目中出现缺陷项但未超过范围的则判定为B 类缺陷。