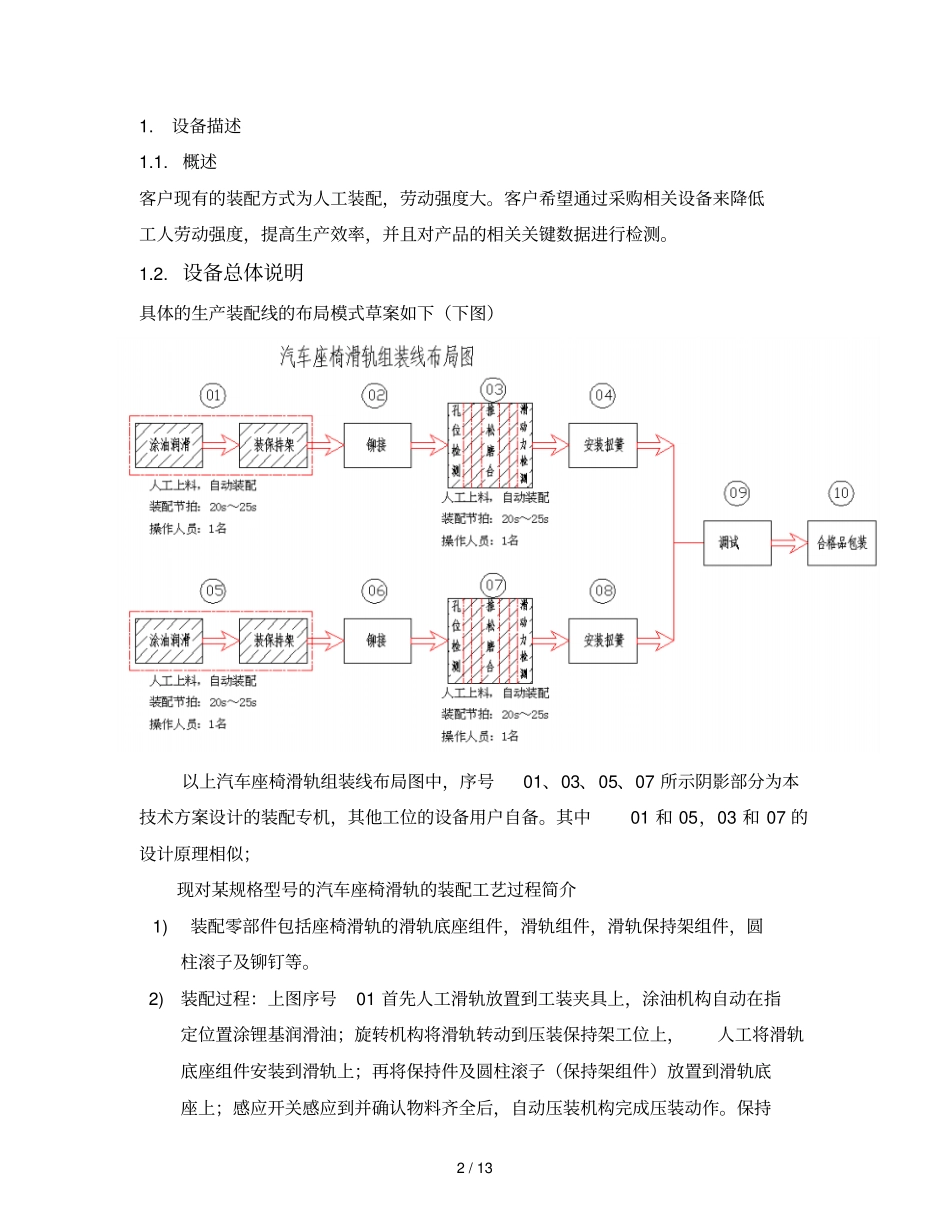
汽车座椅滑轨装配设备技术方案合肥安达数控技术有限公司1 / 13 目录1. 设备描述 . ........................................................21.1. 概述 .......................................................... 2 1.2. 设备总体说明 .................................................. 2 1.2.1 涂油润滑,装配保持架工作站.................................. 3 1.2.2 孔位检测、推松磨合以及滑动力综合检测站...................... 7 1.3 汽车座椅装配设备总结 .......................................... 102 / 13 1.设备描述1.1.概述客户现有的装配方式为人工装配,劳动强度大。客户希望通过采购相关设备来降低工人劳动强度,提高生产效率,并且对产品的相关关键数据进行检测。1.2. 设备总体说明具体的生产装配线的布局模式草案如下(下图)以上汽车座椅滑轨组装线布局图中,序号01、03、05、07 所示阴影部分为本技术方案设计的装配专机,其他工位的设备用户自备。其中01 和 05,03 和 07 的设计原理相似;现对某规格型号的汽车座椅滑轨的装配工艺过程简介1)装配零部件包括座椅滑轨的滑轨底座组件,滑轨组件,滑轨保持架组件,圆柱滚子及铆钉等。2)装配过程:上图序号01 首先人工滑轨放置到工装夹具上,涂油机构自动在指定位置涂锂基润滑油;旋转机构将滑轨转动到压装保持架工位上,人工将滑轨底座组件安装到滑轨上;再将保持件及圆柱滚子(保持架组件)放置到滑轨底座上;感应开关感应到并确认物料齐全后,自动压装机构完成压装动作。保持3 / 13 架组件共装配两套。最后往复推拉滑轨2~3 次。3)上图序号 03 综合台:首先人工将完成铆接的滑轨组件放到检测位置,检测滑轨安装孔的孔位正确性。其中检测不合格件由旋转机械手抓取并放入废料箱中;检测合格,由输送机构将滑轨组件输送到推松工位,顺序进行来回推松,根据装配节拍分配推松次数。推松功能结束后, 输送机构将滑轨组件输送到滑动力检测位置,进行滑动力检测。检测合格后,进行其他工位的装配工作。1.2.1. 涂油润滑,装配保持架工作站1、工作内容:1)在滑轨的指定位置涂锂基润滑油;2)将滑轨底座安装到滑轨组件上;3)将保持件及圆柱滚子放置到滑轨上;自动压装机构完成与滑轨底座的装配。(共两套)4)最后往复推拉滑轨2~3 次。2、装配对象:零件名称数量备注滑轨1 两端上下面涂油滑轨底座1 保持件2 保持架组件圆柱滚子2...





 VIP
VIP
