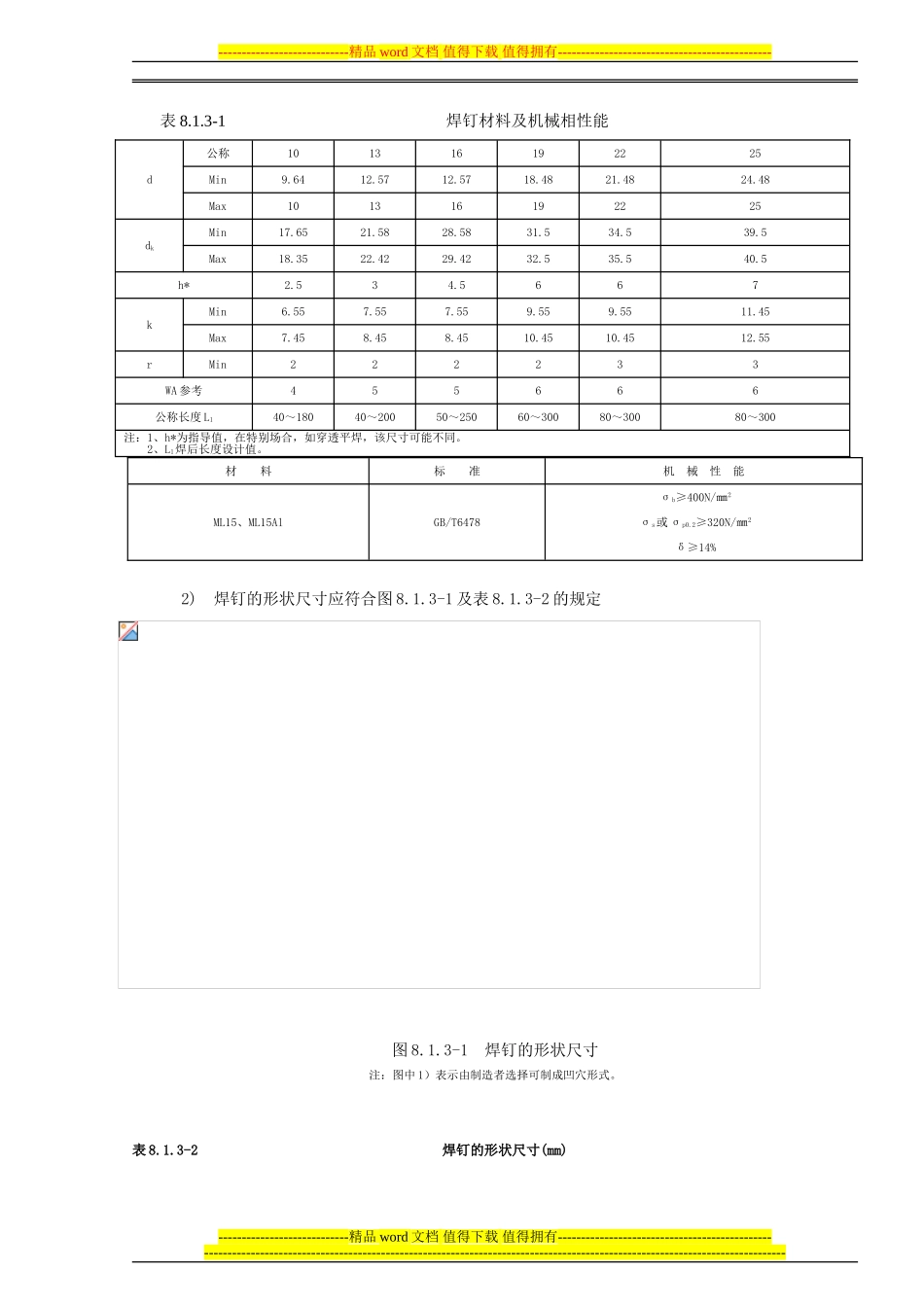
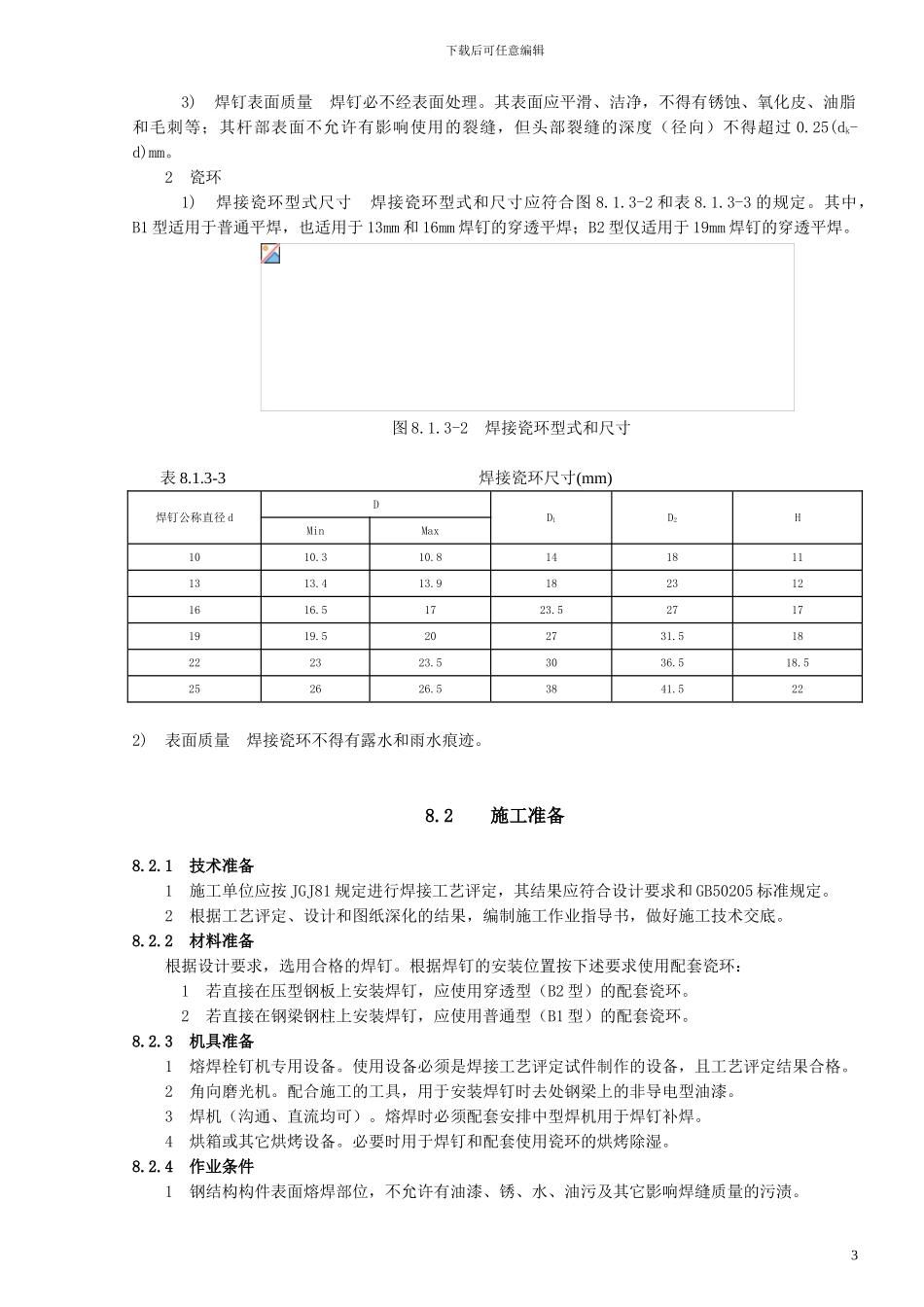
下载后可任意编辑本页为作品封面,下载后可以自由编辑删除,欢迎下载!!! 精 品文档1【精品 word 文档、可以自由编辑!】8 钢结构焊钉焊接施工工艺8.1 一般规定8.1.1 有用范围本标准适用于各类钢结构工程中,公称直径为 10~25mm 的焊钉(圆柱头焊钉、熔焊栓钉、剪力钉等)的焊接施工。8.1.2 参考标准与法律规范冷镦和挤压用钢 GB/T6478—2001电弧螺柱焊用圆柱头焊钉 GB/T10433—2024 建筑工程施工质量验收统一标准 GB50300—2001钢结构工程施工质量验收法律规范 GB50205—2001建筑钢结构焊接技术规程 JGJ81—20248.1.3 材料1 焊钉1) 焊钉材料的机械性能应符合表 8.1.3-1 规定。1----------------------------精品 word 文档 值得下载 值得拥有----------------------------------------------表 8.1.3-1 焊钉材料及机械相性能材 料标 准机 械 性 能ML15、ML15AlGB/T6478σb≥400N/㎜2σs或 σp0.2≥320N/㎜2δ≥14%2) 焊钉的形状尺寸应符合图 8.1.3-1 及表 8.1.3-2 的规定图 8.1.3-1 焊钉的形状尺寸注:图中 1)表示由制造者选择可制成凹穴形式。表 8.1.3-2 焊钉的形状尺寸(mm)----------------------------精品 word 文档 值得下载 值得拥有---------------------------------------------------------------------------------------------------------------------------------------------------------------------------d公称101316192225Min9.6412.5712.5718.4821.4824.48Max101316192225dkMin17.6521.5828.5831.534.539.5Max18.3522.4229.4232.535.540.5h*2.534.5667kMin6.557.557.559.559.5511.45Max7.458.458.4510.4510.4512.55rMin222233WA 参考455666公称长度 L140~18040~20050~25060~30080~30080~300注:1、h*为指导值,在特别场合,如穿透平焊,该尺寸可能不同。2、L1焊后长度设计值。下载后可任意编辑3) 焊钉表面质量 焊钉必不经表面处理。其表面应平滑、洁净,不得有锈蚀、氧化皮、油脂和毛刺等;其杆部表面不允许有影响使用的裂缝,但头部裂缝的深度(径向)不得超过 0.25(dk-d)mm。2 瓷环1) 焊接瓷环型式尺寸 焊接瓷环型式和尺寸应符合图 8.1.3-2 和表 8.1.3-3 的规定。其中,B1 型适用于普通平焊,也适用于 13mm 和 16mm 焊钉的穿透平焊;B2 型仅适用于 19mm 焊钉的穿透平焊。图 8.1.3-2 焊接瓷环型式和尺寸表 8.1.3-3 焊接瓷环尺寸(mm) 焊钉...





 VIP
VIP

