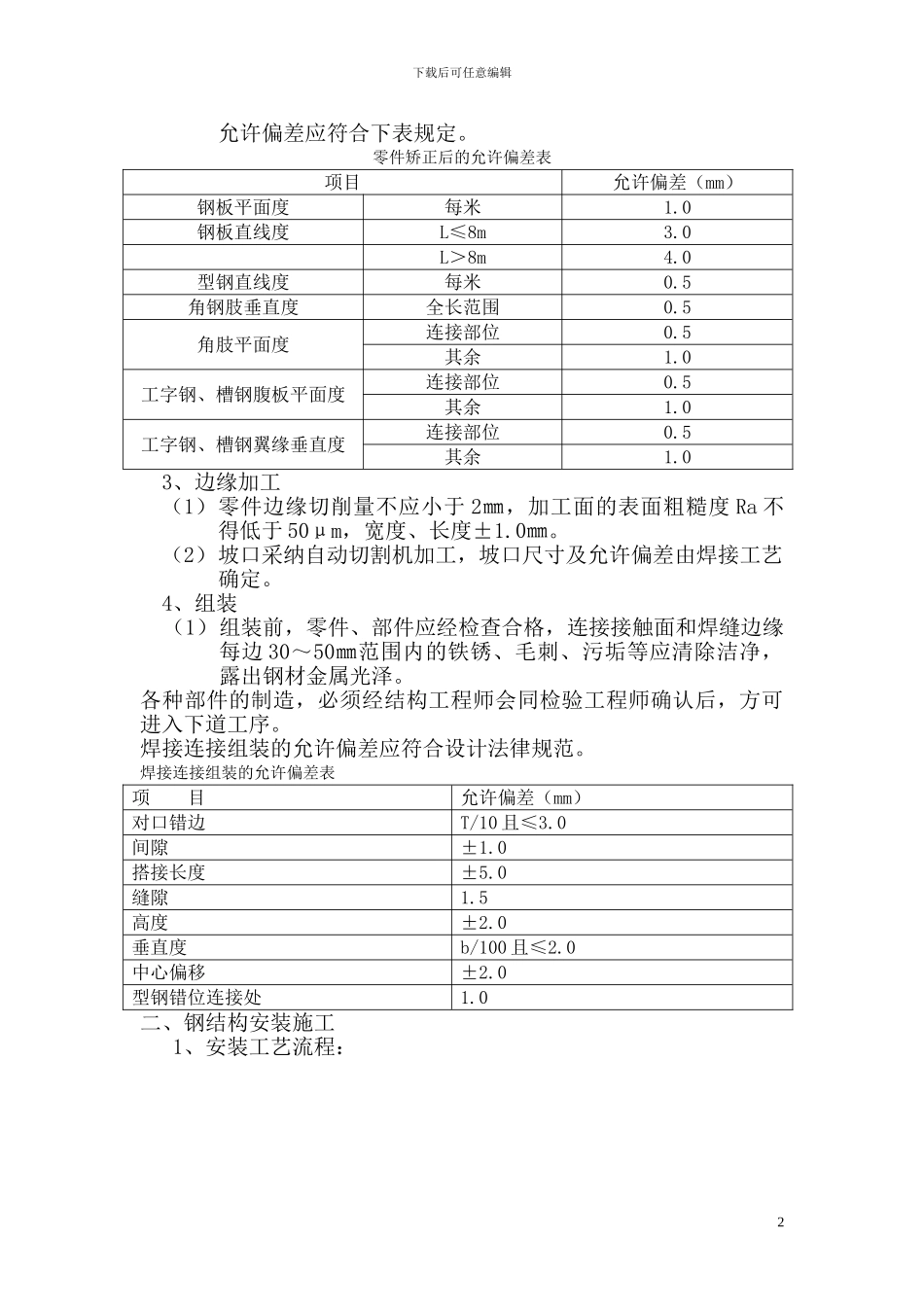
下载后可任意编辑Ⅰ、钢结构施工方案一、钢结构制作(一)、钢构件制作施工顺序放样→好料→下料→组对→焊接→矫正→除锈→刷漆(二)、主要制作方法1.放样、号料和切割(1)放样和号料应根据施工图的工艺要求进行,应预留制作和安装时的焊接收缩量及切割、铣平等加工余量。(2)对于形状复杂零、部件,在图中不易确定的尺寸,应通过放样校对后确定。样板、样杆必须写明零部件号、规格、数量等,并经技术、质检人员检验后方可使用。(3)样板、样杆、样条制作的允许偏差应符合下表规定。样板、样杆、样条制作的允许偏差表项 目允许偏差(mm)两相邻孔中心线距离±0.5对角线、两极边孔中心距离±1.0孔中心与孔群中心线的横向距离0.5宽度、长度+1.0,-1.0曲线样板上任意点偏离1.0(4)号料前应检查钢料的规格、质量,如发现不平直,有锈蚀、油漆等污物,应矫正清理后再号料;号料外形尺寸允许偏差为±1mm。下料时,顶、底腹板等主要部件应注意钢材轧制方向与受力方向一致。(5)切割时应注意下列事项:A.切割前应将料面的浮锈、污物清除洁净。钢料应放平、垫稳,割缝下面应留有空隙。 B.切割零件尺寸手工切割时允许偏差为±2mm;自动切割符合下表的规定:切割零件尺寸自动切割时允许偏差表项 目允许偏差(mm)零件宽度、长度±3.0切割面的平面度0.05,且≤2.0割纹深度0.2局部切口深度1.02、矫正和弯曲(1)钢材的矫正宜以冷矫为主。(2)矫正后的钢材表面不应有明显的凹痕和损伤。零件矫正后的1下载后可任意编辑允许偏差应符合下表规定。零件矫正后的允许偏差表项目允许偏差(mm)钢板平面度每米1.0钢板直线度L≤8m3.0L>8m4.0型钢直线度每米0.5角钢肢垂直度全长范围0.5角肢平面度连接部位0.5其余1.0工字钢、槽钢腹板平面度连接部位0.5其余1.0工字钢、槽钢翼缘垂直度连接部位0.5其余1.0 3、边缘加工(1)零件边缘切削量不应小于 2㎜,加工面的表面粗糙度 Ra 不得低于 50μm,宽度、长度±1.0㎜。(2)坡口采纳自动切割机加工,坡口尺寸及允许偏差由焊接工艺确定。 4、组装(1)组装前,零件、部件应经检查合格,连接接触面和焊缝边缘每边 30~50㎜范围内的铁锈、毛刺、污垢等应清除洁净,露出钢材金属光泽。各种部件的制造,必须经结构工程师会同检验工程师确认后,方可进入下道工序。焊接连接组装的允许偏差应符合设计法律规范。焊接连接组装的允许偏差表项 目允许偏差(mm)对口错边T/10 且≤3.0间隙±1.0搭接长度±5.0缝隙1.5高度...






 VIP
VIP

