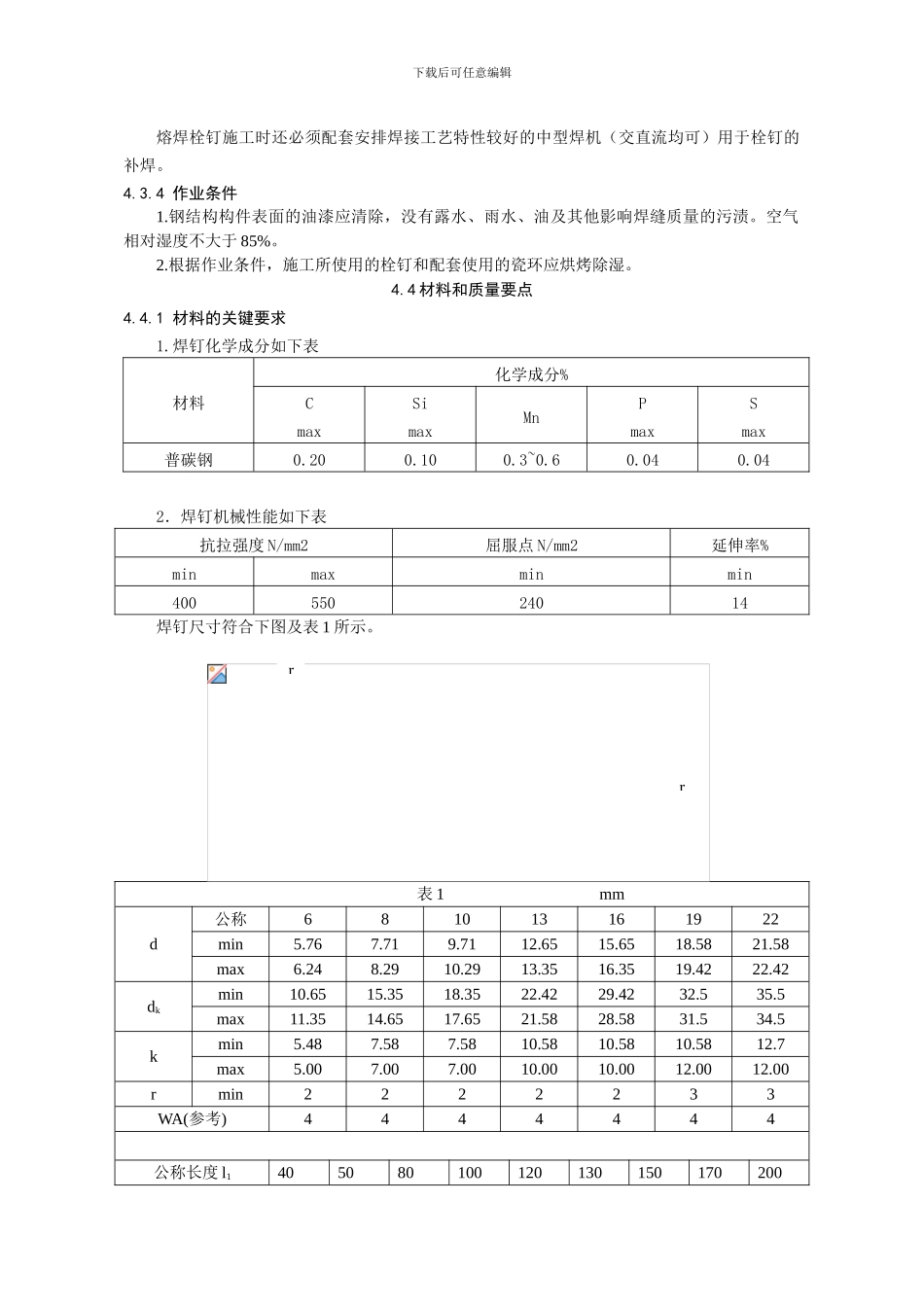
下载后可任意编辑第四节 钢结构焊钉焊接施工工艺标准4.1 总则4.1.1 适用范围本标准适用于各类钢结构工程中的抗剪件、预埋件及锚固件,公称直径为 6~22mm 的焊钉(圆柱头焊钉、熔焊栓钉、剪力钉)。4.1.2 编制参考标准及法律规范《圆柱头焊钉》GB 10433 《建筑钢结构焊接规程》JGJ81-92 《钢结构工程施工质量施工验收法律规范》GB50205-2001 4.2 基本规定4.2.1 为保证施工焊接电源的伏安特性,在进行施工组织设计时熔焊栓钉机的电源应单独布设;4.2.2 施工前应进行焊接工艺评定,选择合格的焊接工艺进行施工。4.3 施工准备4.3.1 技术准备施工单位对其采纳焊钉和钢材焊接应进行焊接工艺评定,结果应符合设计要求和国家现行的有关标准的规定。根据工艺评定、设计和图纸深化的结果编制施工施工作业指导书,作好施工作业交底。4.3.2 材料要求 根据栓钉的安装位置,熔焊栓钉适用的瓷环可分为穿透型的瓷环和普通瓷环。直接在压型钢板上安装的栓钉应使用穿透型的瓷环,在钢梁上安装的栓钉应使用普通型的瓷环。根据作业条件施工前应进行烘烤除湿。4.3.3 施工机具栓钉施工主要的专用设备为熔焊栓钉机。下表列出了日产 JSS—2500 型熔焊栓钉机的主要参数JSS—2500 型熔焊栓钉机参数表项 目参 数适用电压(V)380±10%电源频率(Hz)50/60电功率(电容量)(KVA)225最大输出电压(V)100作用时间调节范围(S)0.1~1.9输出电流调节范围(A)500~2500适用的栓钉直径(㎜)8~25适用温度(℃)0~40重量(Kg)420外形尺寸(㎜)1080~630~825其他最常用配合施工的工具时角向磨光机,用于安装栓钉时祛除钢梁上的非导电型油漆。下载后可任意编辑熔焊栓钉施工时还必须配套安排焊接工艺特性较好的中型焊机(交直流均可)用于栓钉的补焊。4.3.4 作业条件1.钢结构构件表面的油漆应清除,没有露水、雨水、油及其他影响焊缝质量的污渍。空气相对湿度不大于 85%。2.根据作业条件,施工所使用的栓钉和配套使用的瓷环应烘烤除湿。4.4 材料和质量要点4.4.1 材料的关键要求1.焊钉化学成分如下表材料化学成分%CmaxSimaxMnPmaxSmax普碳钢0.200.100.3~0.60.040.042.焊钉机械性能如下表抗拉强度 N/mm2屈服点 N/mm2延伸率%minmaxminmin40055024014焊钉尺寸符合下图及表 1 所示。表 1 mmd公称681013161922min5.767.719.7112.6515.6518.5821.58max6.248.2910.2913.3516.3519.4222.42dkmin10.6515.3518.3522.4229.4232.535.5max11.3514.6517.6521.5828.5831.534.5kmin5.48...






 VIP
VIP

