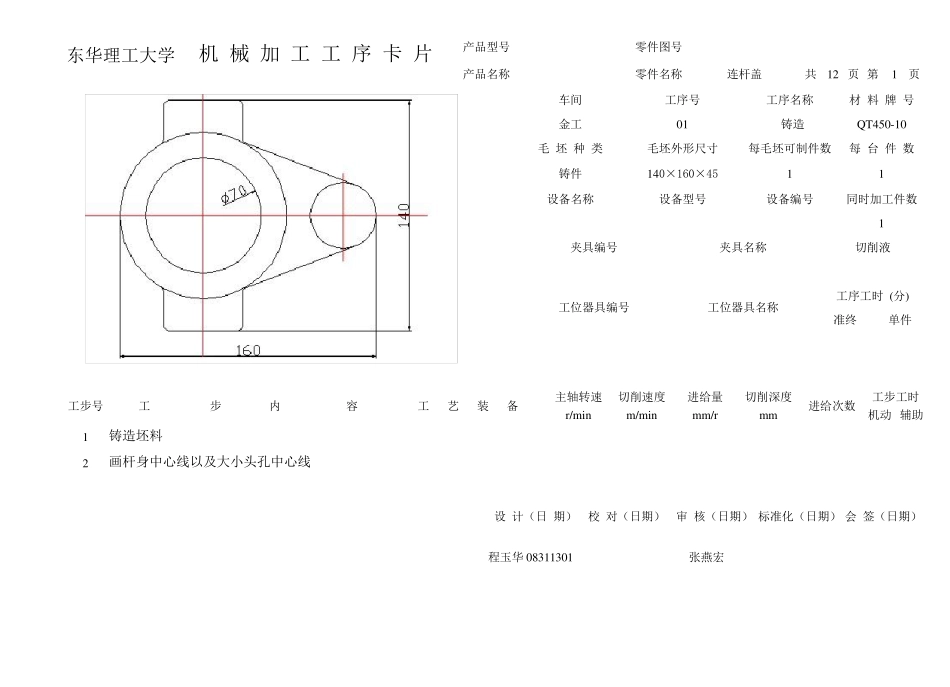
东华理工大学 机 械 加 工 工 序 卡 片 产品型号 零件图号 产品名称 零件名称 连杆盖 共 12 页 第 1 页 车间 工序号 工序名称 材 料 牌 号 金工 01 铸造 QT450-10 毛 坯 种 类 毛坯外形尺寸 每毛坯可制件数 每 台 件 数 铸件 140×160×45 1 1 设备名称 设备型号 设备编号 同时加工件数 1 夹具编号 夹具名称 切削液 工位器具编号 工位器具名称 工序工时 (分) 准终 单件 工步号 工 步 内 容 工 艺 装 备 主轴转速 切削速度 进给量 切削深度 进给次数 工步工时 r/min m/min mm/r mm 机动 辅助 1 铸造坯料 2 画杆身中心线以及大小头孔中心线 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期) 程玉华08311301 张燕宏 东华理工大学 机 械 加 工 工 序 卡 片 产品型号 零件图号 产品名称 零件名称 连杆盖 共 12 页 第 2 页 车间 工序号 工序名称 材 料 牌 号 金工 04 铣 QT450-10 毛 坯 种 类 毛坯外形尺寸 每毛坯可制件数 每 台 件 数 铸件 140×160×45 1 1 设备名称 设备型号 设备编号 同时加工件数 立式铣床 X5020B 型 1 夹具编号 夹具名称 切削液 工位器具编号 工位器具名称 工序工时 (分) 准终 单件 工步号 工 步 内 容 工 艺 装 备 主轴转速 切削速度 进给量 切削深度 进给次数 工步工时 r/min m/min mm/r mm 机动 辅助 1 粗铣连杆两头平面至 44mm 镶齿面铣刀 239 25 0.7 1 1 0.29 2 精铣连杆两头平面至 43-0.20 -0.36mm 镶齿面铣刀 300 45 0.4 05. 1 0.23 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期) 程玉华08311301 张燕宏 东华理工大学 机 械 加 工 工 序 卡 片 产品型号 零件图号 产品名称 零件名称 连杆盖 共 12 页 第 3 页 车间 工序号 工序名称 材 料 牌 号 金工 06 粗镗 QT450-10 毛 坯 种 类 毛坯外形尺寸 每毛坯可制件数 每 台 件 数 铸件 140×160×45 1 1 设备名称 设备型号 设备编号 同时加工件数 卧式镗床 T611 1 夹具编号 夹具名称 切削液 工位器具编号 工位器具名称 工序工时 (分) 准终 单件 工步号 工 步 内 容 工 艺 装 备 主轴转速 切削速度 进给量 切削深度 ...


 VIP
VIP






