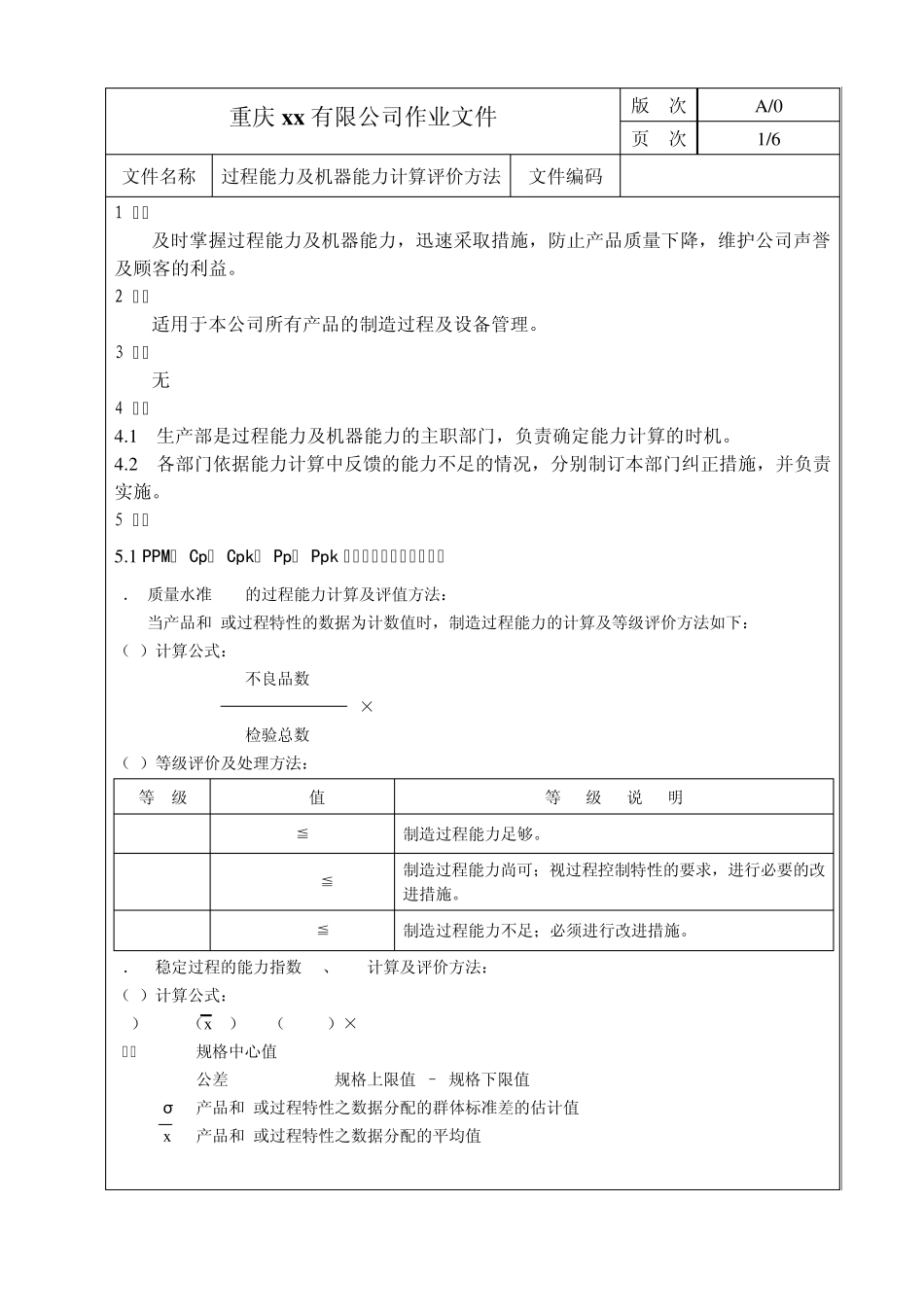
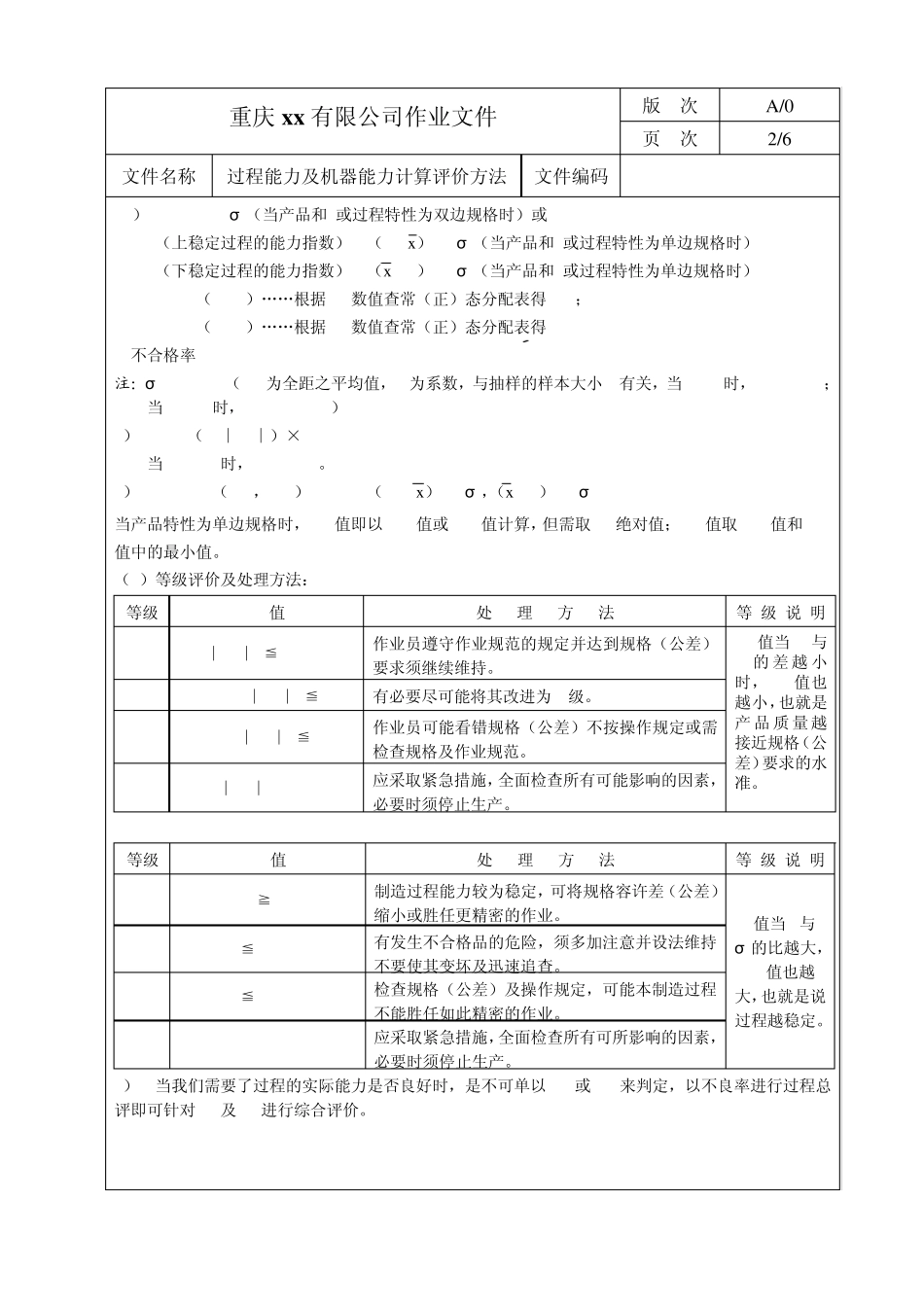
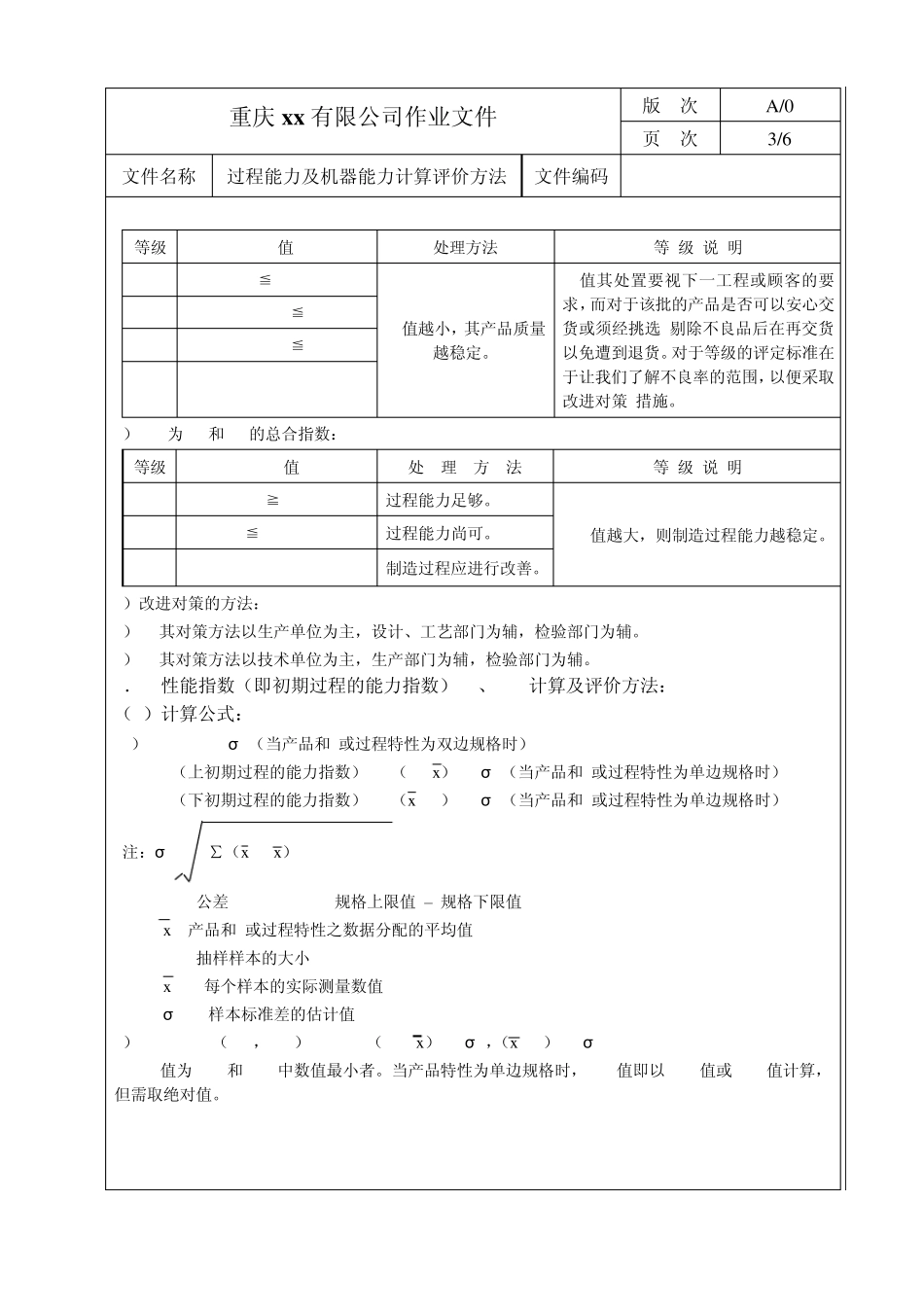
重庆x x 有限公司作业文件 版 次 A/0 页 次 1/6 文件名称 过程能力及机器能力计算评价方法 文件编码 1 目的 及时掌握过程能力及机器能力,迅速采取措施,防止产品质量下降,维护公司声誉及顾客的利益。 2 范围 适用于本公司所有产品的制造过程及设备管理。 3 定义 无 4 职责 4.1 生产部是过程能力及机器能力的主职部门,负责确定能力计算的时机。 4.2 各部门依据能力计算中反馈的能力不足的情况,分别制订本部门纠正措施,并负责实施。 5 程序 5.1 PPM、 Cp、 Cpk、 Pp、 Ppk 过程能力计算及评价方法 1. 质量水准PPM的过程能力计算及评值方法: 当产品和/或过程特性的数据为计数值时,制造过程能力的计算及等级评价方法如下: (1)计算公式: 不良品数 PPM = × 1000000 检验总数 (2)等级评价及处理方法: 等 级 PPM值 等 级 说 明 A PPM ≦ 233 制造过程能力足够。 B 233 < PPM ≦ 577 制造过程能力尚可;视过程控制特性的要求,进行必要的改进措施。 C 577 < PPM ≦ 1350 制造过程能力不足;必须进行改进措施。 2. 稳定过程的能力指数Cp、Cpk计算及评价方法: (1)计算公式: A)Ca = (x-U) / (T / 2)×100% 注: U = 规格中心值 T = 公差 = SU - SL = 规格上限值 – 规格下限值 σ = 产品和/或过程特性之数据分配的群体标准差的估计值 x = 产品和/或过程特性之数据分配的平均值 重庆x x 有限公司作业文件 版 次 A/0 页 次 2/6 文件名称 过程能力及机器能力计算评价方法 文件编码 B)Cp = T / 6σ (当产品和/或过程特性为双边规格时)或 CPU(上稳定过程的能力指数)= (SU-x)/ 3σ (当产品和/或过程特性为单边规格时) CPL(下稳定过程的能力指数)= (x-SL)/ 3σ (当产品和/或过程特性为单边规格时) Z1 = 3Cp(1+Ca)„„根据Z1数值查常(正)态分配表得P1%; Z2 = 3Cp(1-Ca)„„根据Z2数值查常(正)态分配表得P2% 不合格率P% = P1% + P2% 注:σ = R / d2 ( R 为全距之平均值,d2为系数,与抽样的样本大小n有关,当n = 4时,d2 = 2.059;当n = 5时,d2 = 2.3267) C)Cpk = (1-∣Ca∣)× Cp 当Ca = 0时,Cpk = Cp。 D)Cpk = Min(CPU,CPL) = Min{(SU -x)/ 3σ ,(x-SL)/ 3σ } 当产品特性为单边规格时,Cpk值即以 CPU值或...





 VIP
VIP

