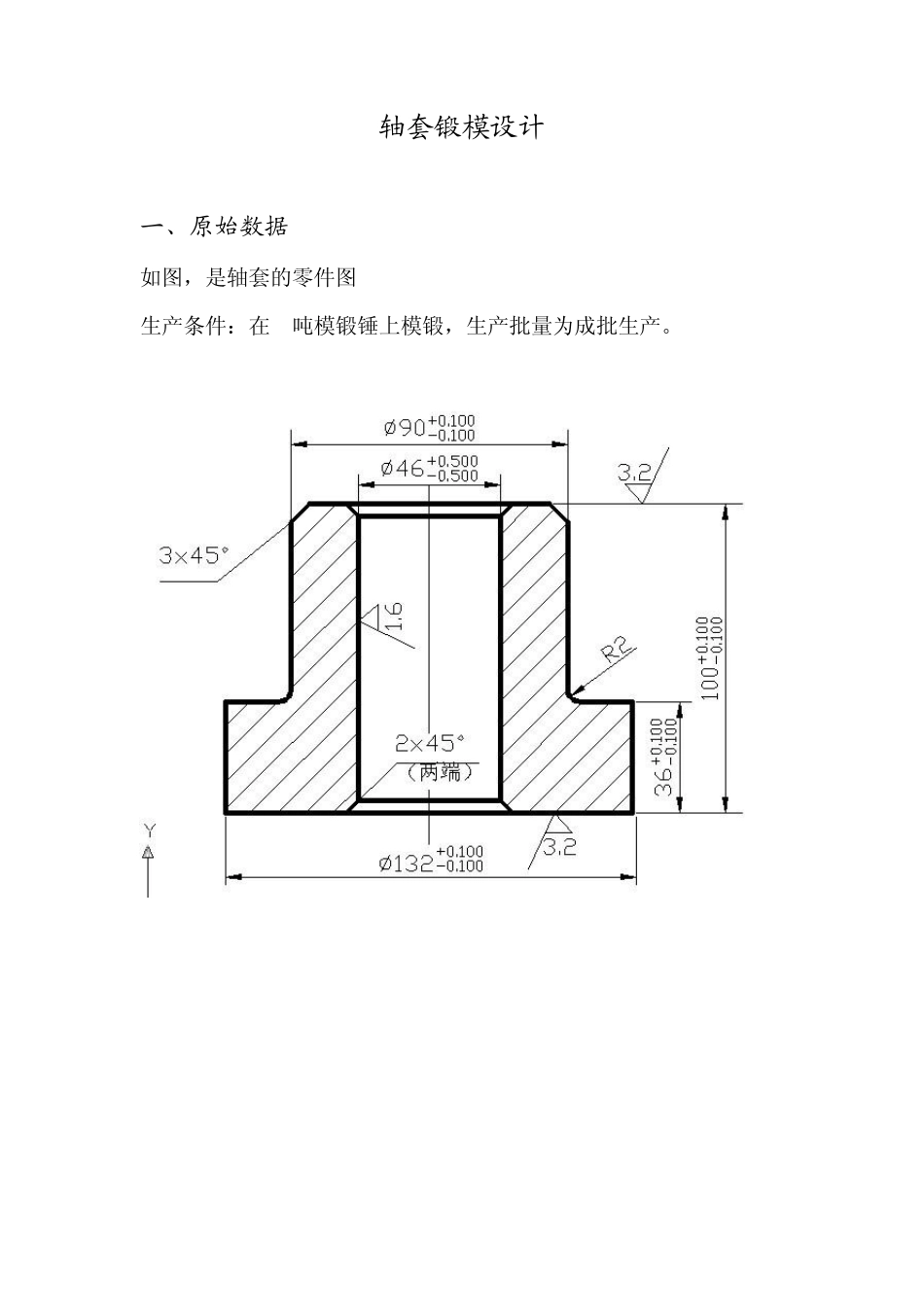
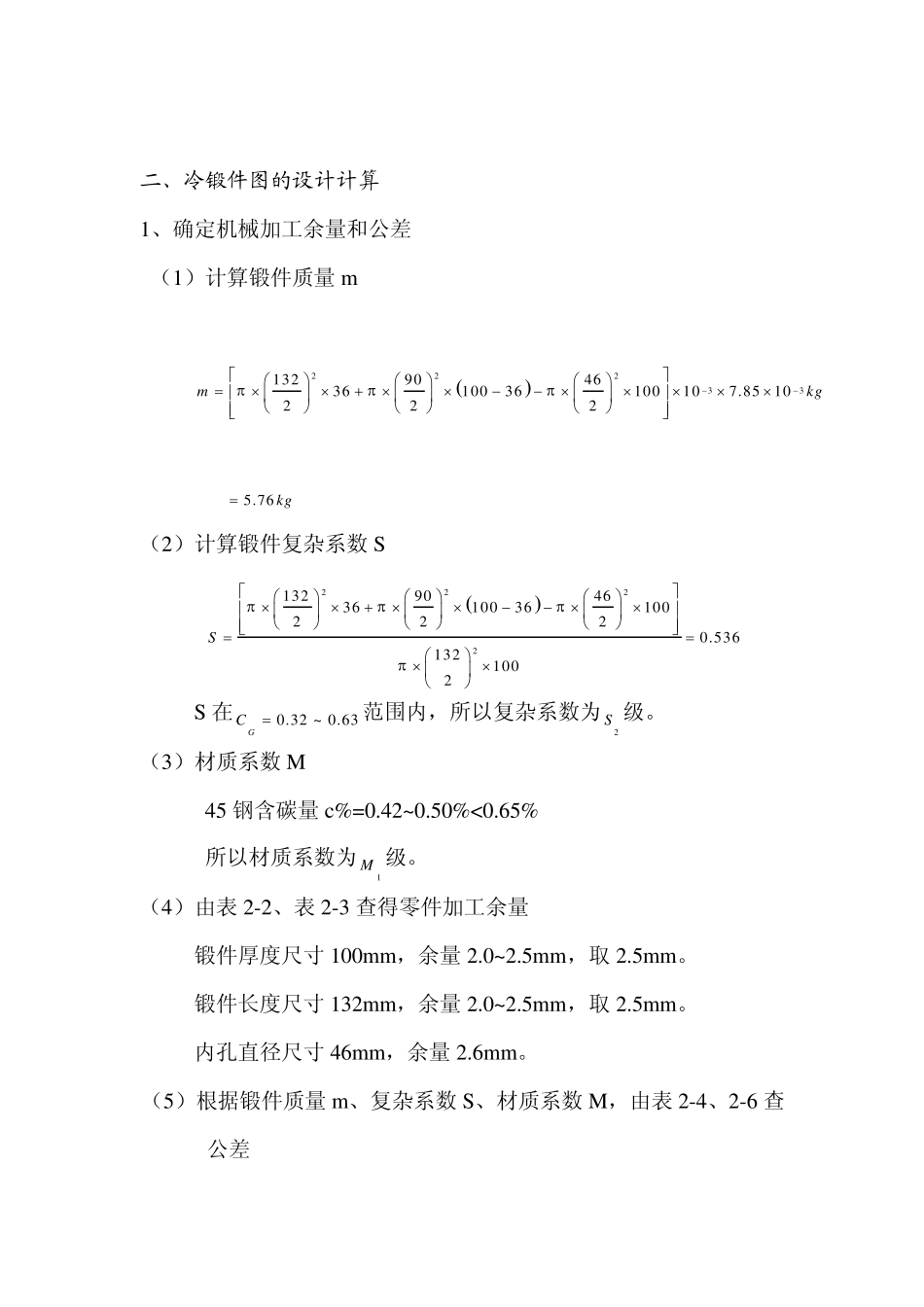
轴套锻模设计 一、原始数据 如图,是轴套的零件图 生产条件:在1吨模锻锤上模锻,生产批量为成批生产。 二、冷锻件图的设计计算 1、确定机械加工余量和公差 (1)计算锻件质量 m 2223313290463610036100107.8510222mkg 5.76 kg (2)计算锻件复杂系数 S 2222132904636100361002220.5361321002S S 在0.32 ~ 0.63GC范围内,所以复杂系数为2S 级。 (3)材质系数 M 45 钢含碳量 c%=0.42~0.50%<0.65% 所以材质系数为1M 级。 (4)由表 2-2、表 2-3 查得零件加工余量 锻件厚度尺寸 100mm,余量 2.0~2.5mm,取 2.5mm。 锻件长度尺寸 132mm,余量 2.0~2.5mm,取 2.5mm。 内孔直径尺寸 46mm,余量 2.6mm。 (5)根据锻件质量 m、复杂系数 S、材质系数 M,由表 2-4、2-6 查公差 锻件尺寸132mm,公差2.11.13.2m m; 锻件尺寸90mm,公差1.90.92.8m m; 厚度尺寸100mm,公差2.70.93.6m m; 厚度尺寸36mm,公差1.90.62.5m m; 内孔直径46mm,公差0.81.72.5m m; 错差1.2mm; 残留飞边公差1.2mm; 表面缺陷,不允许超过1.2mm。 2、确定模锻斜度 由零件尺寸,查得,内表面拔模斜度10 ,外表面拔模斜度7 。 3、圆角半径 外圆角半径r=余量+a=2.5+2=4.5mm,取 r=5mm。 内圆角半径R=(2~ 3)r,根据需要,取 R=8mm。 4、冲孔连皮 连皮厚度 1000.45460.2550.6506.62m m 取7m m 圆角半径 150 . 15 021 2Rm m 综上得,锻件图如下。 三、终锻模膛设计 1、根据冷锻件图,绘制热锻件图 热锻件图依据冷锻件图设计,热锻件图上的尺寸应比冷锻件图上的相应尺寸有所放大。理论上加放收缩率后的尺寸 L按下列公式计算: 1Ll 其中,l为冷锻件尺寸, 为终锻温度下金属的收缩率,钢为1.2%~1.5%,取1 .4 % 。代入上式,计算出热锻件图上相应的尺寸,并绘制热锻件图,如图: 2、飞边槽的设计计算 (1)根据需要,选择形式 II的飞边槽。 (2)锻件在分模面上的投影面积 22138.9220.8tan 716287.792Am m (3)飞边槽的桥部高度 00.0150.01516287.791....

 VIP
VIP






