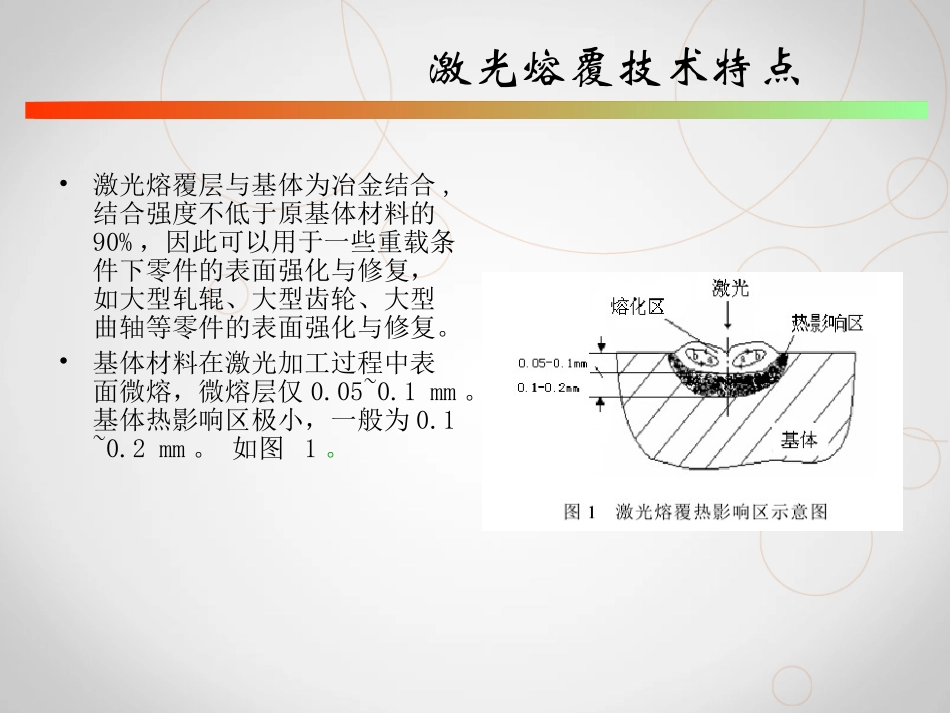
上海炬辰激光技术有限公司激光熔覆技术简介激光熔覆技术也叫做激光再制造技术、激光修复技术。激光熔覆技术是一种利用高能激光和纳米材料对各类零件进行合金强化处理的新兴技术,处理后能够显著提高其表面硬度和耐磨性,延长零件使用寿命,提高作业率,达到增产降耗的目的。其主要原理是:以不同的填料方式在被涂覆基体表面上放置选择的涂层材料,经激光照射使之和基体表面一薄层同时熔化,并快速凝固后形成稀释度极低并与基体材料形成冶金结合的表面涂层,从而显著改善基体材料表面的耐磨、耐蚀、耐热、抗氧化及电气特性等的工艺方法。激光熔覆技术简介激光熔覆技术特点•激光熔覆层与基体为冶金结合,结合强度不低于原基体材料的90%,因此可以用于一些重载条件下零件的表面强化与修复,如大型轧辊、大型齿轮、大型曲轴等零件的表面强化与修复。•基体材料在激光加工过程中表面微熔,微熔层仅0.05~0.1mm。基体热影响区极小,一般为0.1~0.2mm。如图1。•激光加工过程中基体温升不超过80℃,激光加工后热变形小。因此适合强化或者修复一些高精度零件或者对变形要求严格的零件。•激光熔覆技术可控性好,易实现自动化控制,可以对几何形状复杂的产品零部件进行修复,如涡轮动力叶片等。•熔覆层与基体均无粗大的铸造组织,熔覆层及其界面组织致密,晶体细小,无孔洞、夹杂、裂纹等缺陷,金相组织如图2所示。激光熔覆技术特点•激光熔覆复合层由底层、中间层以及面层各具特点的梯度功能材料组成(图3),底层具有与基体浸润性好、结合强度高等特点;中间层具有一定强度和硬度、抗裂性好等优点;面层具有抗冲刷、耐磨损和耐腐蚀等性能,使修复后的设备在安全和使用性能上更加有保障。•激光熔覆技术可以任意仿形修复和制造零件,熔覆层厚度可以按需要达到预定的几何尺寸要求。激光熔覆技术特点45#钢试棒激光熔覆316L合金试样,激光熔覆试棒的熔覆部位是试棒的中部,然后进行拉力试验,非激光熔覆试棒的断裂部位是通常的中部,激光熔覆试棒的断裂部位则不是通常的中部,而是在其他部位。非激光熔覆试样激光熔覆试样激光熔覆技术特点激光熔覆是个坩埚冶金过程,采用合适的激光熔覆工艺,能使熔覆层十分洁净,具有更高的机械性能和更好的化学性能。而采用热喷涂工艺形成的热喷涂层是堆积起来的混合物,且氧化物夹杂严重。激光熔覆-热喷涂左下方为激光熔覆层上方为热喷涂层激光熔覆和热喷涂金相组织图对于高强度材料,激光熔覆层与基体之间的结合强度是基体抗拉强度的90%,对于强度较低的材料,熔覆层与基体之间的抗拉强度不低于基体抗拉强度热喷涂涂层与基体之间的抗拉强度低于50N/mm²,一般情况下为20~30N/mm²,所以热喷涂不适用于冲击和重载磨损的使用环境。熔覆层与基体是冶金接合喷涂层与基体是锚接激光熔覆-热喷涂常用熔覆材料•应用于激光熔覆的材料较为广泛。目前已成功开展了在不锈钢、模具钢、可锻铸铁、灰口铸铁、铜合金、钛合金、铝合金及特殊表面钴基、镍基、铁基等自熔合金粉末及陶瓷相的激光熔覆。•其中激光熔覆铁基合金粉末适用于要求局部耐磨,而且容易变形的零件。•镍基合金粉末适用于要求局部耐磨、耐热、耐腐蚀及抗热疲劳的构件。•钴基合金粉末适用于要求耐磨、耐腐蚀及抗热疲劳的零件。•陶瓷涂层在高温下有较高的强度、热稳定性好、化学稳定性高,适用于要求耐磨、耐蚀、耐高温和抗氧化性的零件。•B和Si在自熔合金中起着革命性作用:⑴降低合金熔点;⑵熔融过程脱氧,使熔覆层净化;⑶脱氧过程放热;⑷没有烧完的B、Si在合金中起着固溶强化和沉淀强化作用。•在上述自熔合金添加WC等高耐磨成分形成新牌号。激光熔覆_基体要求•要想得到高质量的熔覆层,需要了解基体材质、当前组织状态和加工状态;需要明确熔覆部位和范围;需要了解熔覆件的熔覆层厚度和工作层厚度要求,以及工作层性能要求;需分析热影响区对基体力学性能影响。便于工艺设计。•影响变形的一个主要因素为基材自身的应力状态,基材存在内应力会引起材料的变形。激光熔覆工艺•激光熔覆按熔覆材料的供给方式大概可分为两大类,即预置式激光熔覆和同步式激光熔覆。•预置式激光熔覆是将熔覆材...


 VIP
VIP






