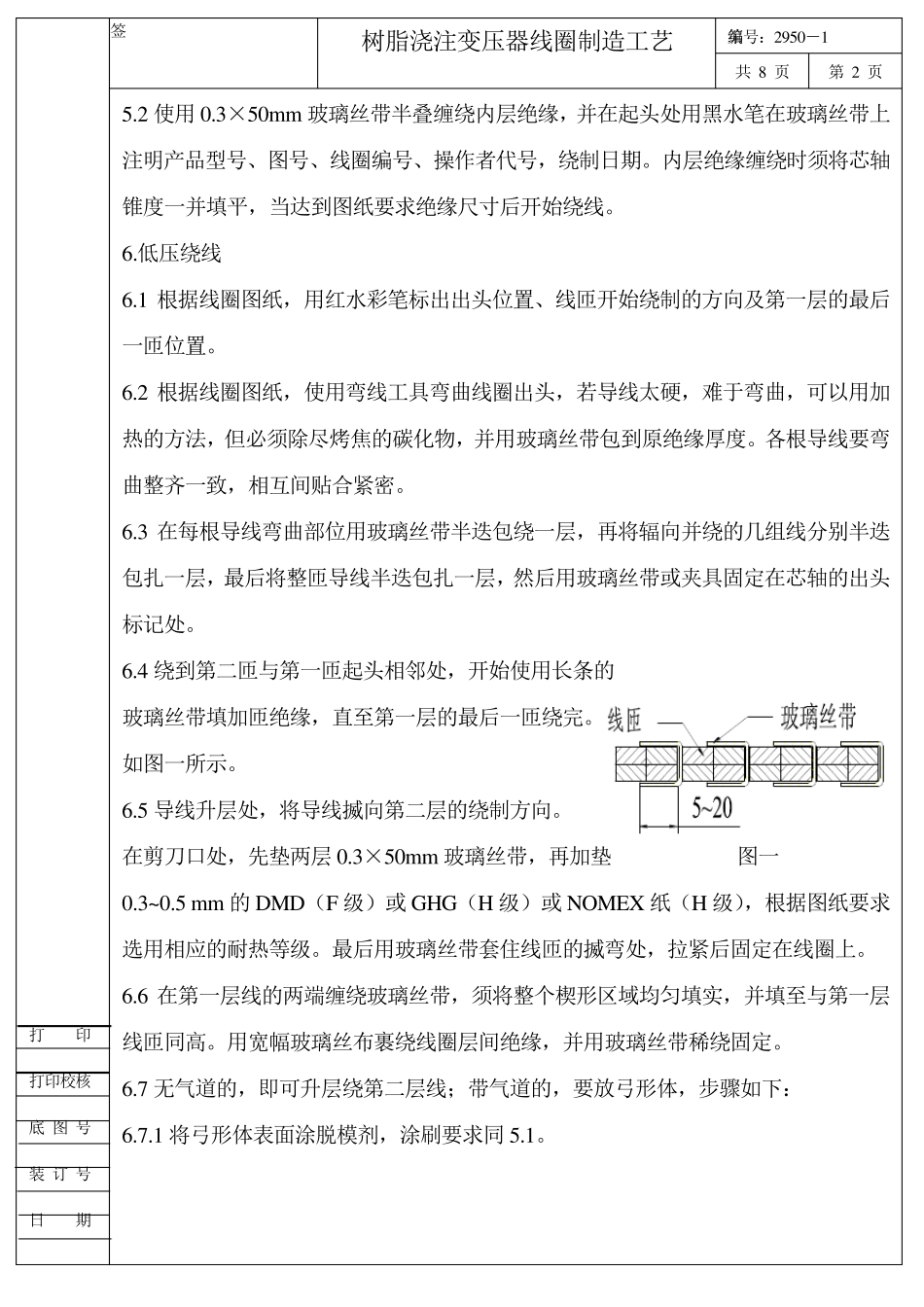
浇注干式变压器 线圈绕制工艺 2950-1 设计: 审核: 标准化: 会签: 批准: 2O O 6 年 11 月 1. 适用范围 本守则适用于树脂浇注干式变压器,线绕型式高、低压线圈的绕制。 2.设备及工具 绕线机、放线架、游标卡尺、千分尺、刷子、木锤、紧固工具、黑水笔、红水笔、钢板尺、钢卷尺、弯线工具、焊线机、气焊炬、剪刀等。 3.材料: 电磁线、脱模剂、玻璃丝带或复合硅烷带(0.13×50、0.3×50、0.23 宽幅带)、脱模带(0.04)、DMD(0.18)、GHG(0.20)、NOMEX 纸、502 胶、氧气、乙炔等。 4.工艺准备工作 4.1 根据图纸选择合适的浇注模具及绕线工装。 4.2 将端盘内壁及芯轴清理干净。芯轴上的残留树脂,可用刮刀轻轻地刮掉,并注意不要损伤模具表面。然后用棉纱将所有污渍擦去,直到用干净棉纱擦拭后,看不出污垢。 4.3 将芯轴、上端盖(限位板)、端盘等绕线模具,安装在绕线机轴上,并置于绕线机上紧固牢。 (注意:芯轴的小端装在靠机头处,大端装在靠机尾处。并使芯轴两端的端盘等份孔对正。) 4.4 用千分尺测量导线尺寸,检查导线是否合格。 5.工艺过程 5.1 开动绕线机,使芯轴转动。此时用干净的刷子在模具表面均匀的涂一层脱膜剂,涂层覆盖完整、均匀、不形成滴状,涂刷范围包括芯轴、上端盖(限位板)、及产生浇注余料的部分。将脱模带紧靠芯轴底端起绕,相邻带之间搭接 2~8mm 均匀缠绕在芯轴上,另一端高出线圈50~100mm 或与模具同高(密封式模具)。 树脂浇注变压器线圈制造工艺 编号:2950-1 共 8 页 第 1 页 打 印 打印校核 底 图 号 装 订 号 日 期 资 料 来 源 编制 审核 标准化 编 制 部 门 批准 标记 处数 更改文件号 签字 日期 技 术 开 发 部 签 字 日期 自 编 签 5.2 使用0.3×50mm 玻璃丝带半叠缠绕内层绝缘,并在起头处用黑水笔在玻璃丝带上注明产品型号、图号、线圈编号、操作者代号,绕制日期。内层绝缘缠绕时须将芯轴锥度一并填平,当达到图纸要求绝缘尺寸后开始绕线。 6.低压绕线 6.1 根据线圈图纸,用红水彩笔标出出头位置、线匝开始绕制的方向及第一层的最后一匝位置。 6.2 根据线圈图纸,使用弯线工具弯曲线圈出头,若导线太硬,难于弯曲,可以用加热的方法,但必须除尽烤焦的碳化物,并用玻璃丝带包到原绝缘厚度。各根导线要弯曲整齐一致,相互间贴合紧密。 6.3 在每根导线弯曲部位用玻璃丝带半迭包绕一层,再将辐向并绕...





 VIP
VIP

