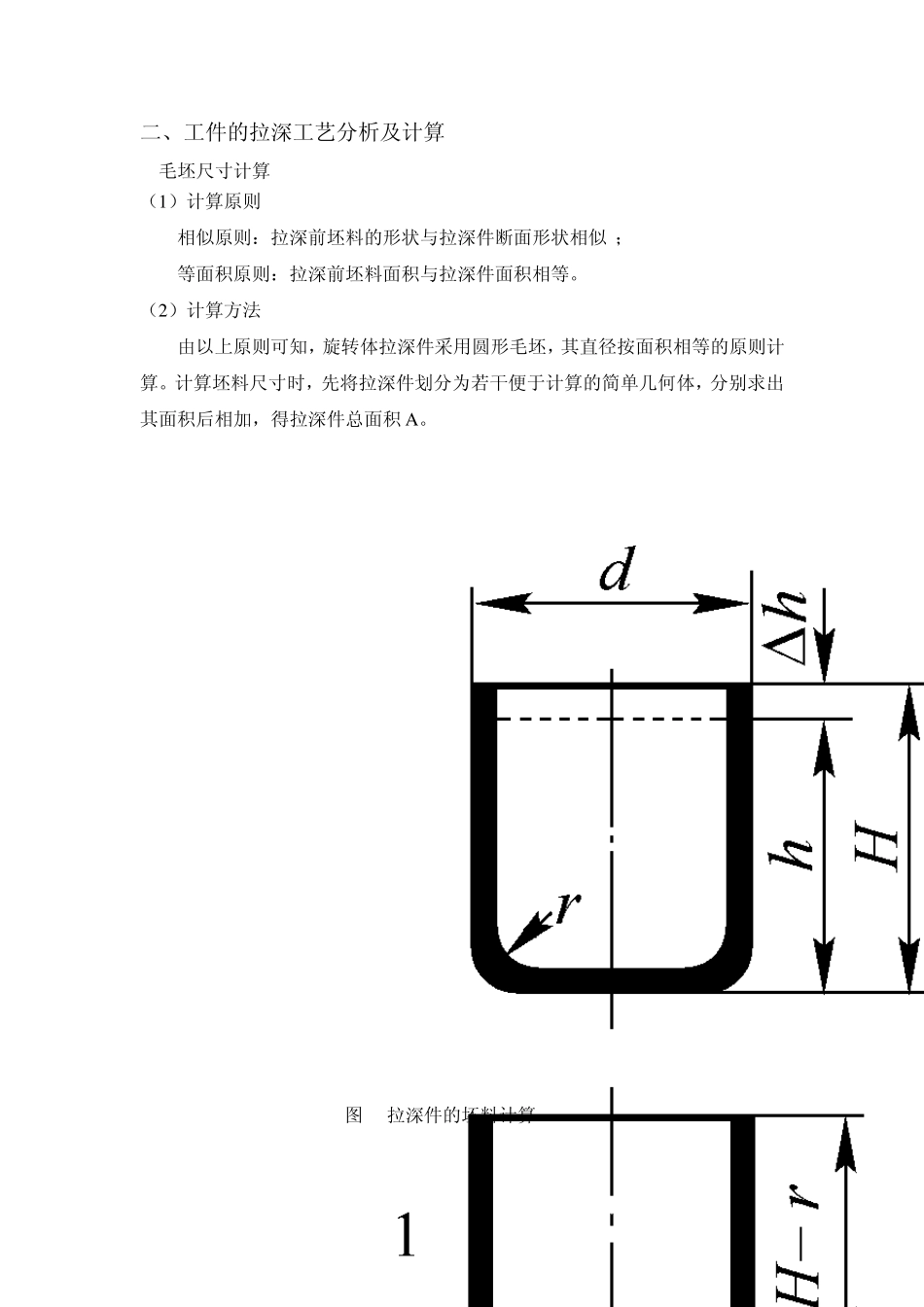
一、零件的工艺性分析 1.工件的冲压工艺性分析 如图 1所示,该工件形状简单对称,为轴对称拉深件,在圆周方向上的变形是均匀的,属普通冲压件。模具加工也比较容易。试制定该工件的冲压工艺规程、设计其模具、编制模具零件的加工工艺规程。 图 1 圆筒拉深件 图 2 拉深件的三维图 2. 工件材料化学成分和机械性能分析 (1)材料分析 工件的材料为08钢,属于优质碳素结构钢,优质沸腾钢,强度、硬度低,冷变形塑性很好,可深冲压加工,焊接性好。成分偏析倾向大,时效敏感性大,故冷加工时应采用消除应力热处理或水韧处理,防止冷加工断裂。 08钢的主要机械性能如下: 抗拉强度b (兆帕) 280-390 屈服强度s (兆帕) 180 抗剪强度 (兆帕) 220-310 延伸率 δ 32% (2)结构分析 工件为一窄凸缘筒形件,结构简单,圆角半径为r=7,厚度为t=0.5mm,满足筒形拉深件底部圆角半径大于一倍料厚的要求,因此,零件具有良好的结构工艺性。 (3)精度分析 工件上尺寸均为未注公差尺寸,普通拉深即可达到零件的精度要求。经上述分析,产品的材料性能符合冷冲压加工要求。在零件工艺性分析的基础上制定其工艺路线如下:零件的生产包括落料、拉深(需计算确定拉深次数)、修边(采用机械加工)等工序,为了提高生产效率,可以考虑工序的复合,经比较决定采用落料与第一次拉深复合。 二、工件的拉深工艺分析及计算 1.毛坯尺寸计算 (1)计算原则 相似原则:拉深前坯料的形状与拉深件断面形状相似 ; 等面积原则:拉深前坯料面积与拉深件面积相等。 (2)计算方法 由以上原则可知,旋转体拉深件采用圆形毛坯,其直径按面积相等的原则计算。计算坯料尺寸时,先将拉深件划分为若干便于计算的简单几何体,分别求出其面积后相加,得拉深件总面积 A 。 图 3 拉深件的坯料计算 如图3 所示,筒形件坯料尺寸,将圆筒件分成三个部分,每个部分面积分别为: (3)确定零件修边余量 由于板料的各向异性和模具间隙不均等因素的影响,拉深后零件的边缘不整齐,甚至出现耳子,需在拉伸后进行修边。因此,计算毛坯直径时需要增加修边余量。 由于零件的高度H=138m m ,经查表取修边余量∆h =6m m 。 (4)确定坯料尺寸D 将d=115m m , h1=144m m , ∆h=6m m , 代入上述由带凸缘筒形拉深件坯料尺寸计算公式得D=276mm。 2.各工序尺寸计算(1)圆筒形拉深件各次工序尺寸的计算 1)工序件直径 从前面的介绍中已...







 VIP
VIP

