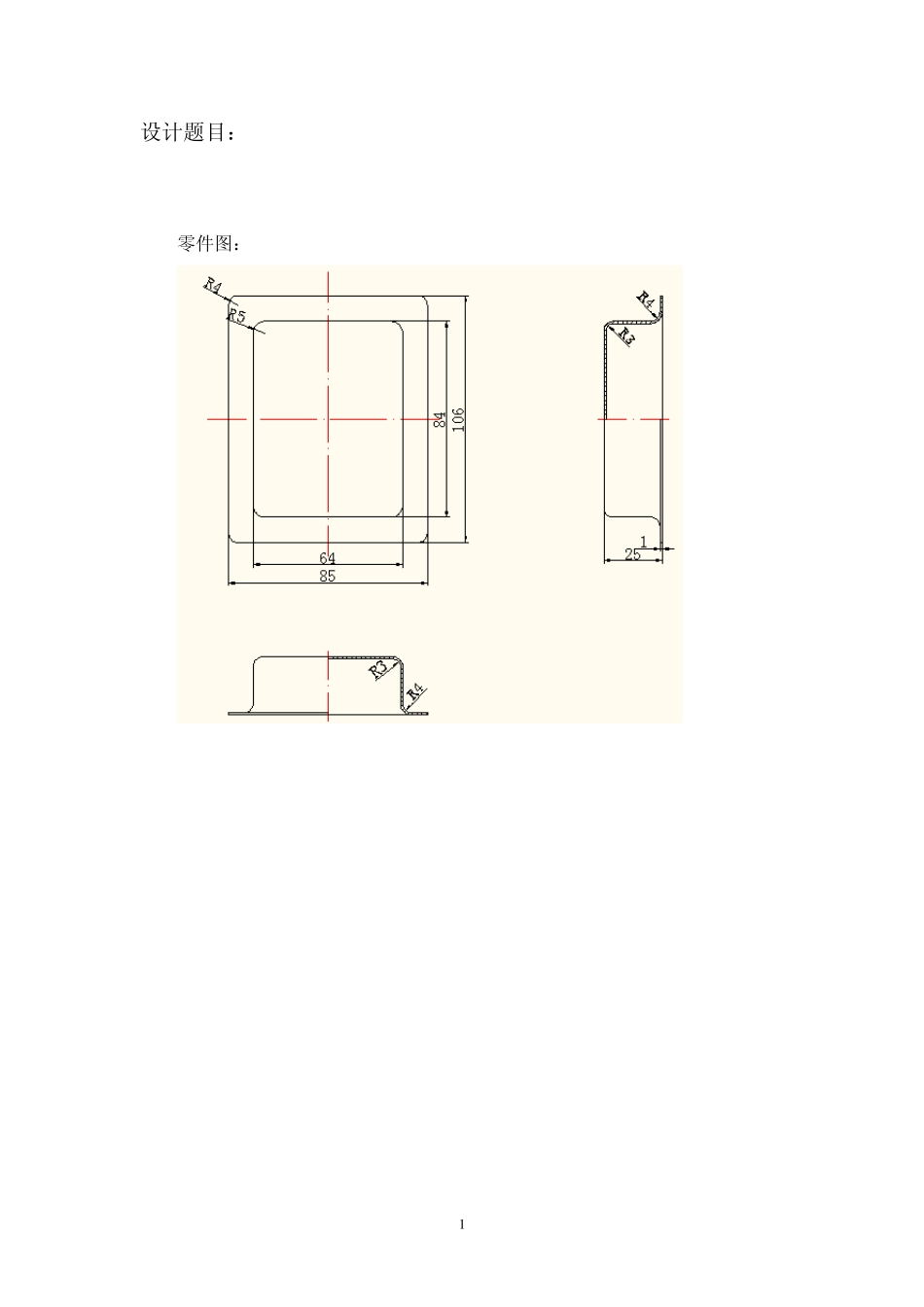
1 设计题目: 零件图: 2 前 言 从几何形状特点看,矩形盒状零件可划分成 2 个长度为 (A-2r) 和 2 个长度为 (B-2r) 的直边加上 4 个半径为 r 的 1/4 圆筒部分。若将圆角部分和直边部分分开考虑,则圆角部分的变形相当于直径为 2r 、高为 h 的圆筒件的拉深,直边部分的变形相当于弯曲。但实际上圆角部分和直边部分是联系在一起的整体,因此盒形件的拉深又不完全等同于简单的弯曲和拉深,有其特有的变形特点,这可通过网格试验进行验证。 拉深前,在毛坯的直边部分画出相互垂直的等距平行线网格,在毛坯的圆角部分,画出等角度的径向放射线与等距离的同心圆弧组成的网格。变形前直边处的横向尺寸是等距的,即321LLL,纵向尺寸也是等距的,拉深后零件表面的网格发生了明显的变化(如图1 所示) 。这些变化主要表现在: 图 1 ⑴直边部位的变形 直边部位的横向尺寸变形后间距逐渐缩小,愈向直边中间部位缩小愈少,纵向尺寸变形后,间距逐渐增大,愈靠近盒形件口部增大愈多,可见,此处的变形不同于纯粹的弯曲。 (2) 圆角部位的变形 拉深后径向放射线变成上部距离宽,下部距离窄的斜线,而并非与底面垂直的等距平行线。同心圆弧的间距不再相等,而是变大,越 3 向口部越大,且同心圆弧不位于同一水平面内。因此该处的变形不同于纯粹的拉深。 盒形件拉深有以下变形特点: (1) 凸缘变形区内径向拉应力1 的分布是不均匀的。在圆角部分最大,直边部分最小。即使在角部,平均拉应力 1 也远小于相应的圆筒形件的拉应力。因此,就危险断面处载荷来说,矩形盒拉深时要小得多;对于相同材料,矩形盒拉深的最大成形相对高度要大于相同半径的圆筒形零件拉深时的最大成形相对高度。 (2) 由于直边和圆角变形区内材料受力情况不同,直边处材料向凹模流动的阻力要远小于圆角处,并且,直边处材料的径向伸长变形小而圆角处材料的径向变形大,使变形区内两处材料的变形量不同,直边处大于圆角处。由此引起两处位移速度差,因而必然诱发出切应力(图 2),以协调直边与圆角处的变形。 图 2 盒形件拉深时的应力分布 (3)在毛坯外周边上,切向压应力3 的分布也是不均匀的。从角部到中间直边部位,压应力3 的数值逐渐减小。通常情况下,起皱都发生在角部,但是起皱的趋势要小于拉深相应圆筒形件时的情况。 常用相对圆角半径 r/B表示矩形盒的几何形状特征,0







 VIP
VIP

