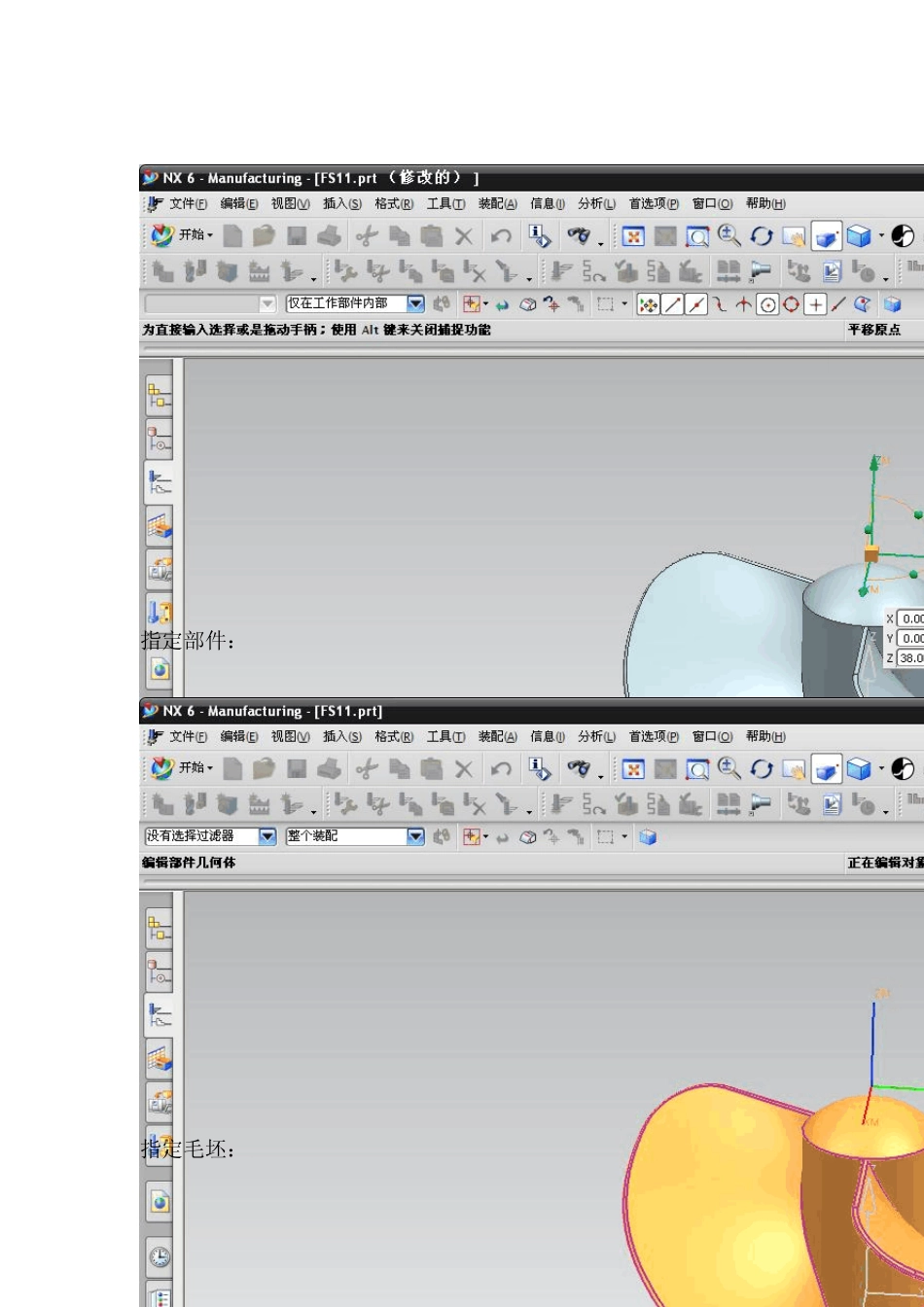
点击工具栏的:开始加工,进入CAM 编辑界面。 先点击:程序顺序视图,再点击:创建程序,建立一个程序 Program1。 点击:几何视图,建立工件坐标系,向+Z 轴移 38mm. 指定部件: 指定毛坯: 创建操作:选择 mill-contou r 剩余铣 加工方式。 创建三把刀具:直径分别为 10mm 立铣刀,8mm 立铣刀,4mm 球刀。 设置刀具参数: 1 . 用剩余铣进行粗加工 选择直径为 10mm 的平刀,步距为 10mm*75%,每刀深度为:5mm, 主轴转速为:3500r/min,进给率为:800mmpm. 2.用剩余铣时行半精加工 选择直径为8mm 的平刀,步距为8mm*30%,每刀深度为:1mm, 主轴转速为:3500r/min,进给率为:1000mmpm. 用固定轴轮廓铣来精加工:为了提高工件的表面质量,本次加工分四步。参数为:选择直径为4mm 的平刀,步距为4mm*5%,切削模式:往复;切削方向:顺铣; 主轴转速为:3500r/min,进给率为:1000mmpm. ①:先选择顶面及圆柱面进行加工。 切削角:自动 ②:选择一个叶片进行加工,其中,切削角为 1 2 0 度。 ③:选择第二个叶片进行加工,其中切削角为 9 0 度。 ④:选择最后一个叶片进行加工,其中切削角为 2 0 度。 到这里,加工就完成了,效果如下图。


 VIP
VIP






