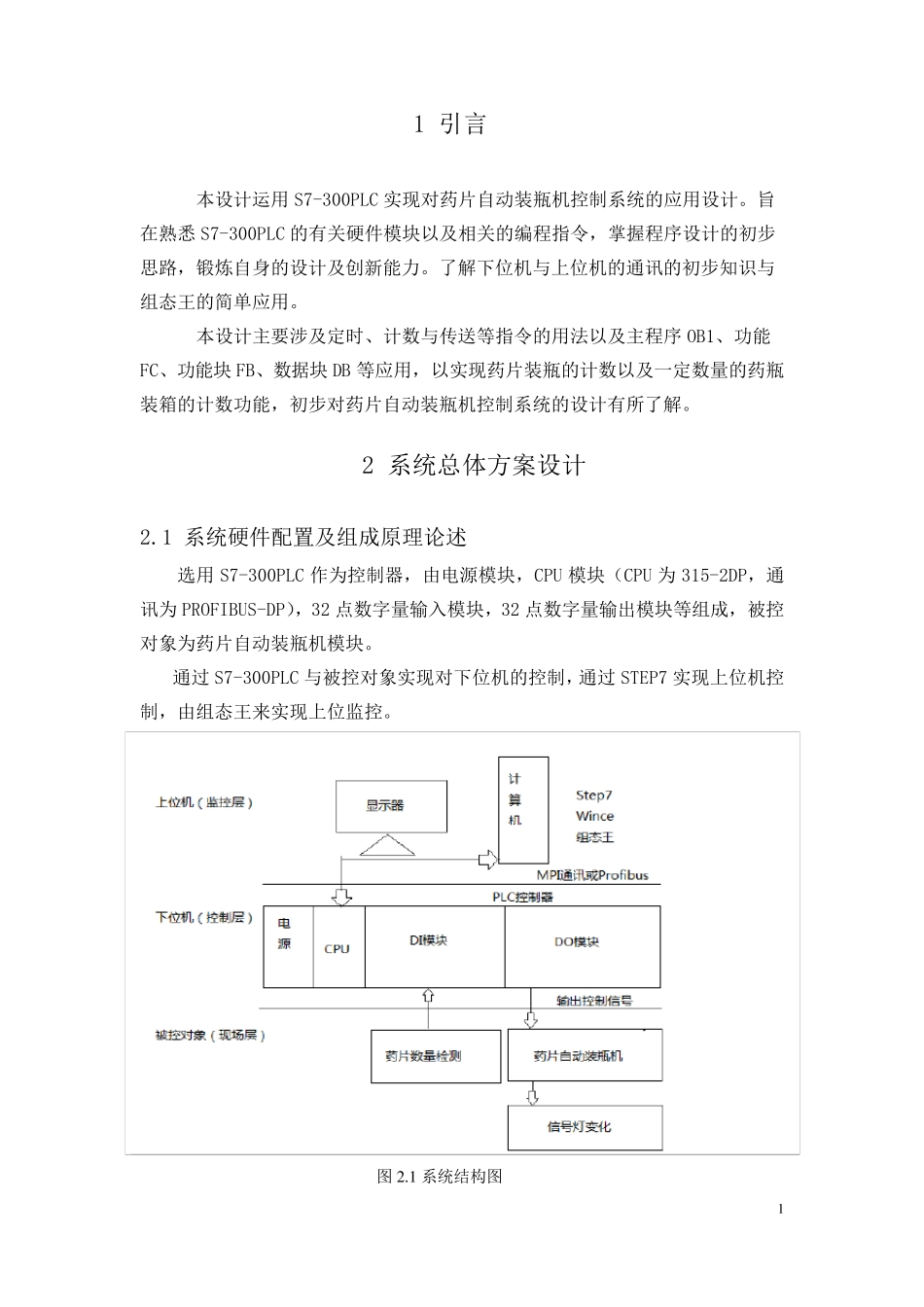
PLC 课程设计报告 题目:S7-300PLC 在药片自动装瓶机控制系统中的应用设计 1 目录 1 引言 ……………………………………………………………………1 2 系统总体方案设计 ……………………………………………………1 2.1 系统硬件配置及组成原理论述 2.2 系统变量定义及分配表 2.3 系统电气接线图设计 2.4 系统可靠性设计 3 控制系统设计……………………………………………………………3 3.1 控制功能及控制原理论述 3.2 控制程序流程图思路论述 (要有程序流程图) 3.3 控制程序时序图设计 (要有重要变量的时序图) 3.4 创新设计内容 4 上位监控系统设计(WINCC 或组态王) …………………………………5 4.1 PLC 与上位监控软件通讯组态 4.2 变量组态论述(要有变量图) 4.3 工艺图形组态论述(要有工艺画面图) 4.4 历史趋势组态论述(要有趋势画面图) 4.5 实现的监控效果论述(要有上面各运行图) 5 系统调试及结果分析………………………………………………………8 5.1 系统调试及解决的问题 5.2 结果分析 1 1 引言 本设计运用S7-300PLC 实现对药片自动装瓶机控制系统的应用设计。旨在熟悉S7-300PLC 的有关硬件模块以及相关的编程指令,掌握程序设计的初步思路,锻炼自身的设计及创新能力。了解下位机与上位机的通讯的初步知识与组态王的简单应用。 本设计主要涉及定时、计数与传送等指令的用法以及主程序OB1、功能FC、功能块FB、数据块DB 等应用,以实现药片装瓶的计数以及一定数量的药瓶装箱的计数功能,初步对药片自动装瓶机控制系统的设计有所了解。 2 系统总体方案设计 2.1 系统硬件配置及组成原理论述 选用S7-300PLC 作为控制器,由电源模块,CPU 模块(CPU 为 315-2DP,通讯为 PROFIBUS-DP),32 点数字量输入模块,32 点数字量输出模块等组成,被控对象为药片自动装瓶机模块。 通过 S7-300PLC 与被控对象实现对下位机的控制,通过 STEP7 实现上位机控制,由组态王来实现上位监控。 图 2 .1 系统结构图 2 2.2 系统变量定义及分配表 表 2.1 PLC 变量地址定义 输入信号 输出信号 信号元件及功能 PLC 输入地址 信号元件及作用 PLC 输出地址 启动按钮 K1 I0.0 3 片药片灯 L1 Q0.0 停止按钮 K2 I0.1 5 片药片灯 L2 Q0.1 3 片选择按钮 K3 I0.3 7 片药片灯 L3 Q0.2 5 片选择按钮 K4 I0.4 电机运行灯 L4 Q0.3 7...





 VIP
VIP

