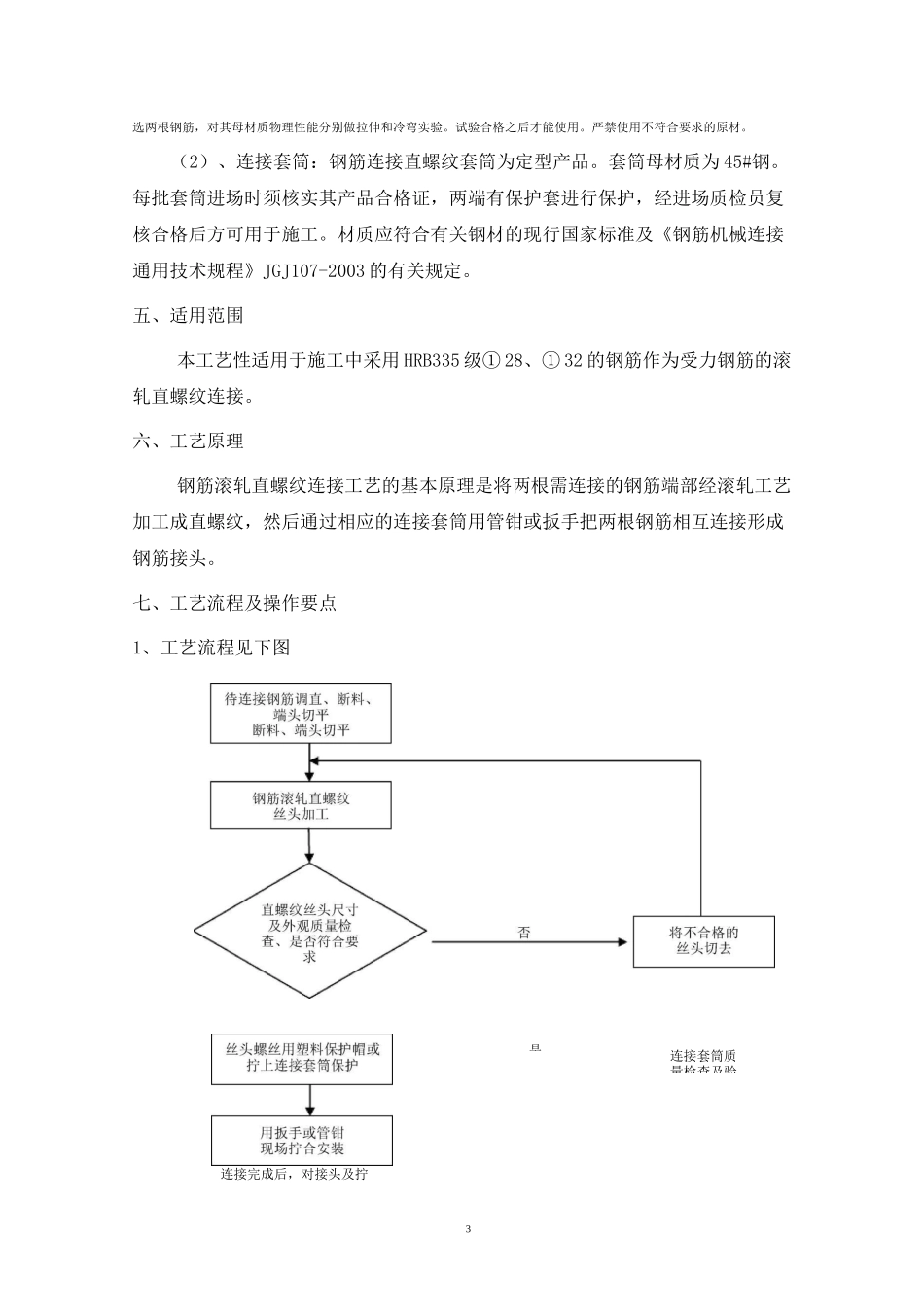
1一、工程概况 2二、试验目的 2三、编制的依据 2四、施工准备 2五、适用范围 3六、工艺原理 3七、工艺流程及操作要点 3八、质量要求 5九、钢筋连接接头检验 6十、结论 7十一、安全及环保措施 7十二、附页 82滚轧直螺纹钢筋机械连接工艺性试验方案一、工程概况。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。二、试验目的通过滚轧直螺纹工艺性试验确定各项参数,确保现场钢筋机械连接的质量三、编制的依据1、招标文件。2、《钢筋机械连接通用技术规程》JGJ107-2010。3、《滚轧直螺纹钢筋连接接头》JG163-2004。4、《水工混凝土施工规范》(SDJ207—1982)。四、施工准备1、机械设备机械连接主要设备是 AX-40C 型直螺纹滚丝机。其各种参数见下表:产品型号电源电压(V)主电机功率(KW)主轴转速r/min最大加工长度(mm)重量(kg)电机频率(HZ)AX-40C380440〜628050502、人员配置机械连接人员配置:焊工 1 名、试验人员 1 名、试验协作工 1 名、安全员 1 名、电工 1 名、钢筋工 2 名。3、材料(1)、钢筋:所有钢筋原材进场后,必须对到场钢筋的质量保证书、出厂合格证等进行复核,并按不同批次、规格、炉号及不同厂家的原材进行外观和物理性能的检测。(每批数量不得大于 60t)。其中,外观检测中,重点检查钢筋表面不得出现裂纹、结疤和折叠;表面的凸块和其他缺陷的深度和高度不得大于所在部位尺寸的偏差,并测量本批钢筋的直径偏差。对外观检查合格的每批钢筋中任3选两根钢筋,对其母材质物理性能分别做拉伸和冷弯实验。试验合格之后才能使用。严禁使用不符合要求的原材。(2)、连接套筒:钢筋连接直螺纹套筒为定型产品。套筒母材质为 45#钢。每批套筒进场时须核实其产品合格证,两端有保护套进行保护,经进场质检员复核合格后方可用于施工。材质应符合有关钢材的现行国家标准及《钢筋机械连接通用技术规程》JGJ107-2003 的有关规定。五、适用范围本工艺性适用于施工中采用 HRB335 级① 28、① 32 的钢筋作为受力钢筋的滚轧直螺纹连接。六、工艺原理钢筋滚轧直螺纹连接工艺的基本原理是将两根需连接的钢筋端部经滚轧工艺加工成直螺纹,然后通过相应的连接套筒用管钳或扳手把两根钢筋相互连接形成钢筋接头。七、工艺流程及操作要点1、工艺流程见下图连接完成后,对接头及拧是连接套筒质量检查及验4紧力矩值进行检查2、操作步骤:(1)、检查被加工钢筋是否符合设计要求,然后将被连接钢筋用砂轮片切割机切断,...






 VIP
VIP
