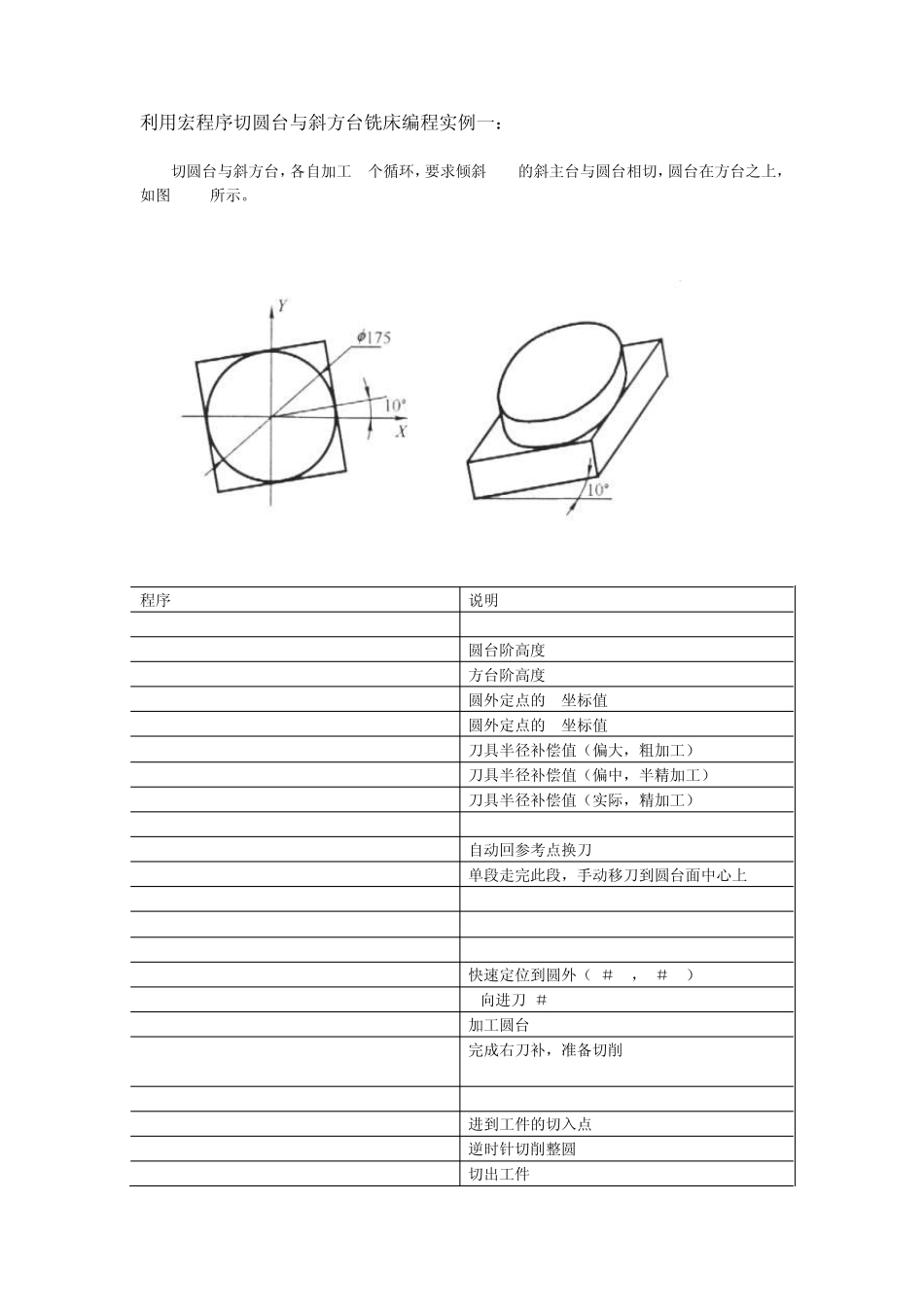
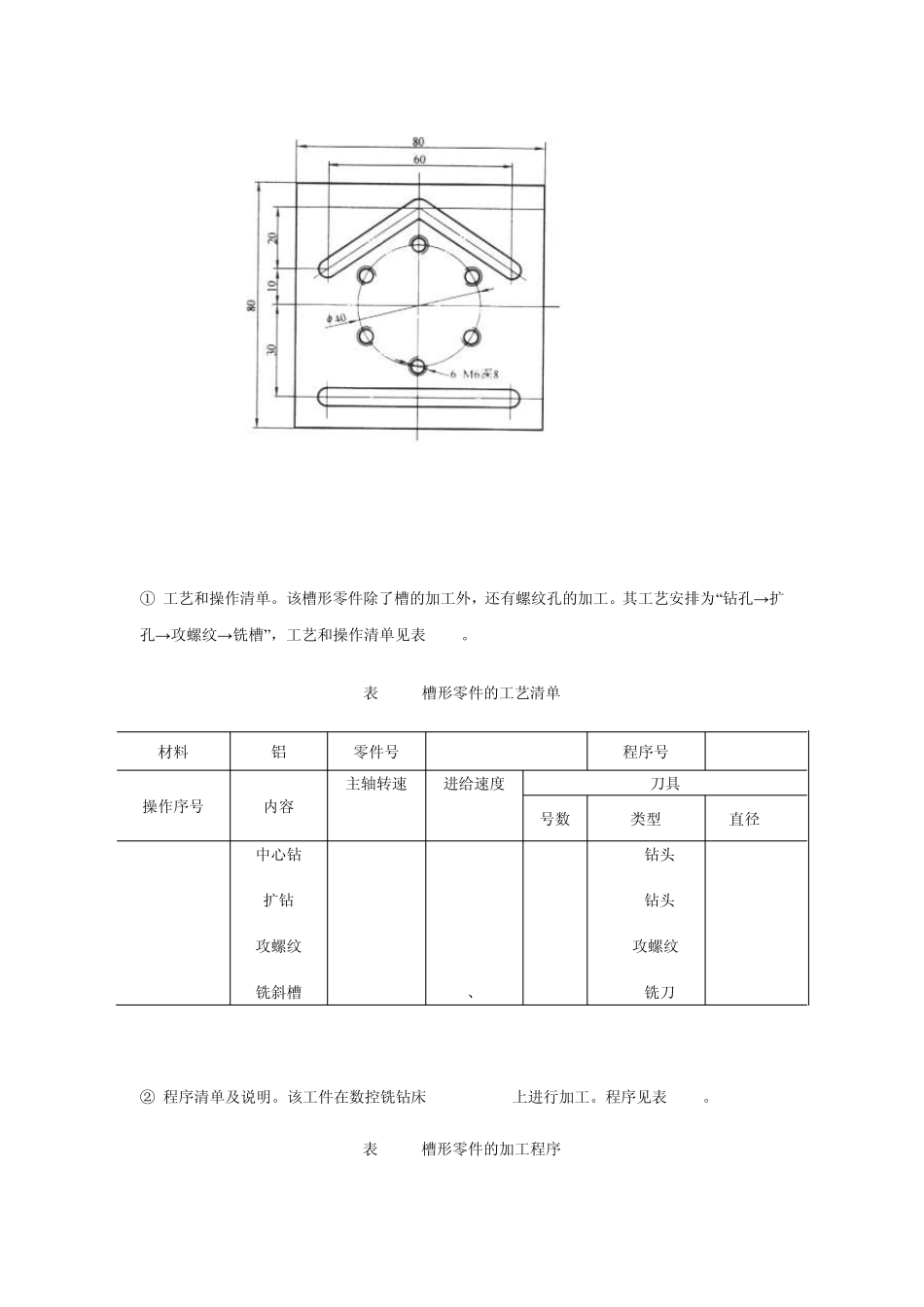
利用宏程序切圆台与斜方台铣床编程实例一: 切圆台与斜方台,各自加工3个循环,要求倾斜10o的斜主台与圆台相切,圆台在方台之上,如图8-38所示。 程序 说明 %8101 #10=10.0 圆台阶高度 #11=10.0 方台阶高度 #12=124.0 圆外定点的X坐标值 #13=124.0 圆外定点的Y坐标值 #701=13.0 刀具半径补偿值(偏大,粗加工) #702=10.2 刀具半径补偿值(偏中,半精加工) #703=10.0 刀具半径补偿值(实际,精加工) N01 G92 X0.0 Y0.0 Z0.0 N02 G28 Z10 T02 M06 自动回参考点换刀 N03 G29 Z0 S1000 M03 单段走完此段,手动移刀到圆台面中心上 N04 G92 X0.0 Y0.0 Z0.0 N05 G00 Z10.0 #0=0 N06 G00 [X-#12] Y[-#13] 快速定位到圆外(-#12,-#13) N07 G01 Z[-#10] F300 Z向进刀-#10mm WHILE #0 LT 3 加工圆台 N[08+#0*6] G01 G42 X[-#12/2] Y[175/2] F280.0 D[#0+1] 完成右刀补,准备切削 D[#0+1] D01=#701;D02=#702;D03=#703 N[09+#0*6] X[0] Y[-175/2] 进到工件的切入点 N[10+#0*6] G03 J[175/2] 逆时针切削整圆 N[11+#0*6] G01X[#12/2] Y[-175/2] 切出工件 N[12+#0*6] G40 X[#12] Y[-#13] 取消刀补 N[13+#0*6] G00 X[-#12] #0=#0+1 ENDW 循环三次后结束 N100 G01 Z[-#10-#11] F300 进给方向切削深度 #2=175/COS[55*PI/180] 方台外定点的X坐标 #3=175/SIN[55*PI/180] 方台外定点的Y坐标 #4=175*COS[10*PI/180] 方台的X向增量值 #5=175*SIN[10*PI/180] 方台的Y向增量值 #0=0 WHILE #0 LT 3 加工斜方台 N[101+#0*6] G01 G90 G42 X[-#2] Y[-#3] F280.0 D[#0+1] N[102+#0*6] G91 X[+#4] Y[+#5] N[103+#0*6] X[-#5] Y[+#4] N[104+#0*6] X[-#4] Y[-#5] N[105+#0*6] X[+#5] Y[-#4] N[106+#0*6] G00 G90 G40 X[-#12] Y[-#13] #0=#0+1 ENDW 循环三次后结束 N200 G28 Z10 T00 M06 返回参考点换刀 N201 G00 X0 Y0 M05 N202 M30 程序结束 槽形零件铣削编程实例二: 图8-39所示的槽形零件,其毛坯为四周已加工的铝锭(厚为20mm),槽宽6mm,槽深2mm。试编写该槽形零件加工程序。 ① 工艺和操作清单。该槽形零件除了槽的加工外,还有螺纹孔的加工。其工艺安排为“钻孔→扩孔→攻螺纹→铣槽”,工艺和操作清单见表 8-15。 表 8-15 槽形零件的工艺清单 材料 铝 零件号 001 程序号 0030 操作序...





 VIP
VIP

