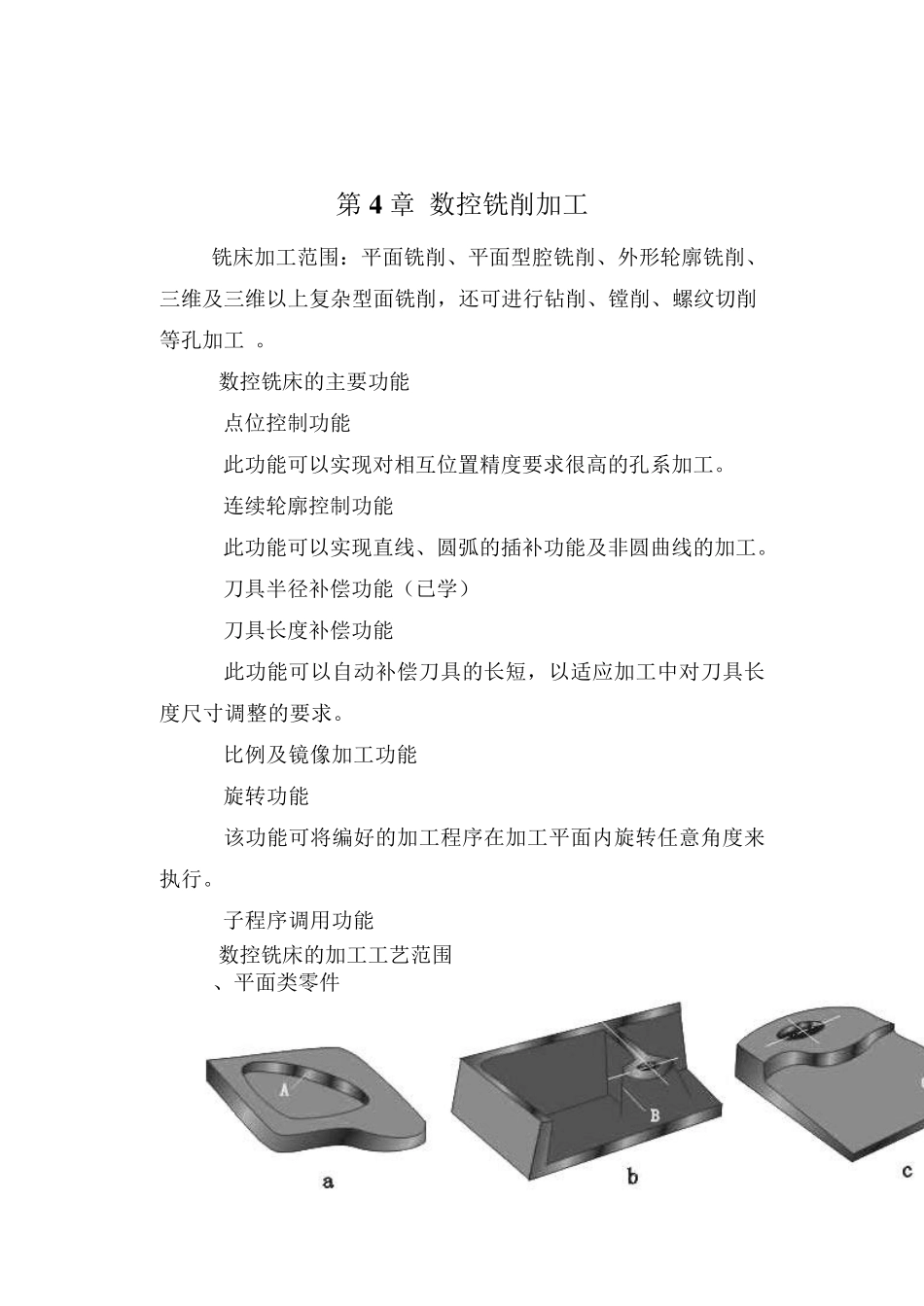
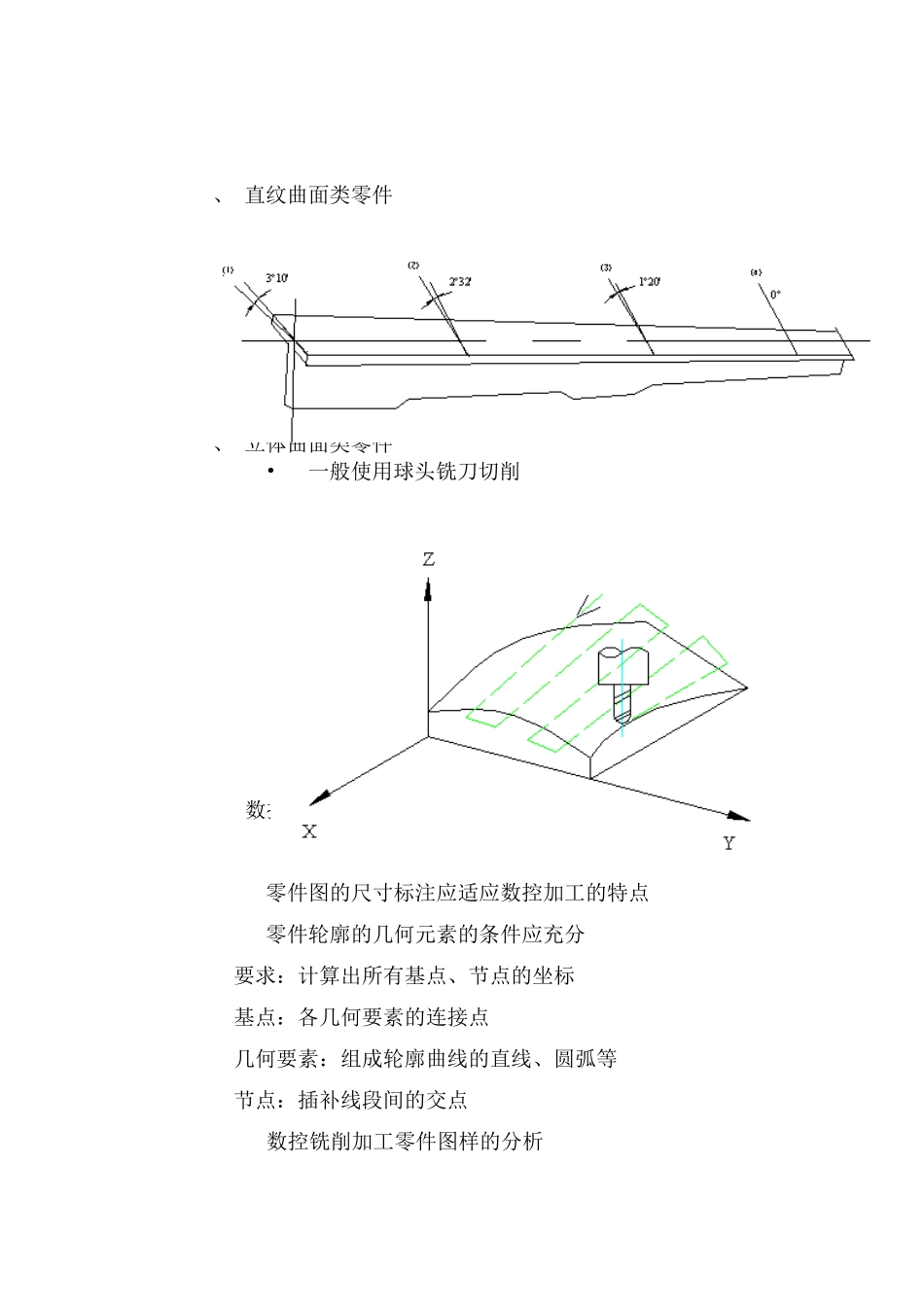
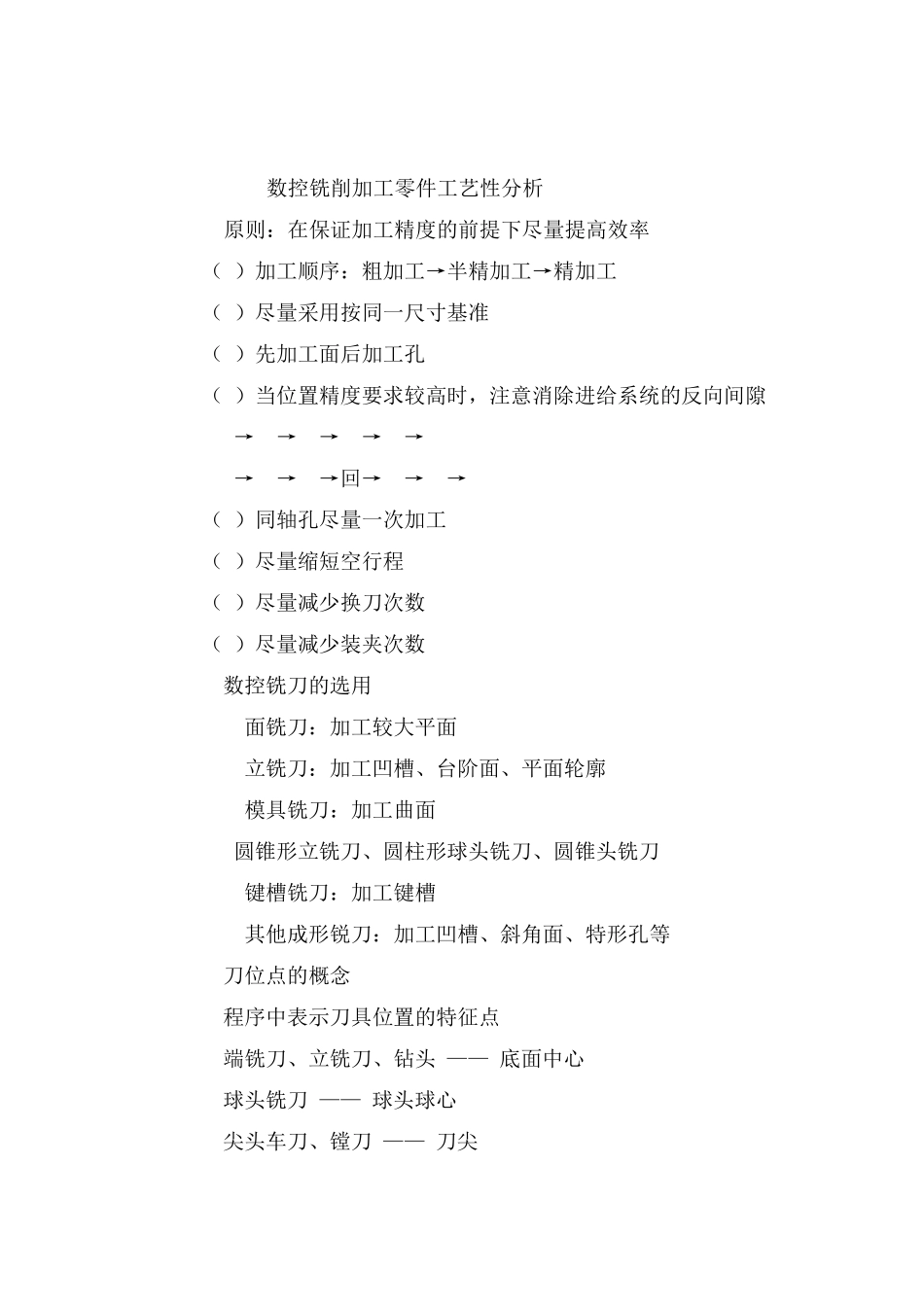
第4 章 数控铣削加工 铣床加工范围:平面铣削、平面型腔铣削、外形轮廓铣削、三维及三维以上复杂型面铣削,还可进行钻削、镗削、螺纹切削等孔加工 。 4.1.1数控铣床的主要功能 1.点位控制功能 此功能可以实现对相互位置精度要求很高的孔系加工。 2.连续轮廓控制功能 此功能可以实现直线、圆弧的插补功能及非圆曲线的加工。 3.刀具半径补偿功能(已学) 4.刀具长度补偿功能 此功能可以自动补偿刀具的长短,以适应加工中对刀具长度尺寸调整的要求。 5.比例及镜像加工功能 6.旋转功能 该功能可将编好的加工程序在加工平面内旋转任意角度来执行。 7.子程序调用功能 4.1.2数控铣床的加工工艺范围 1、平面类零件 2、 直纹曲面类零件 3、 立体曲面类零件 • 一般使用球头铣刀切削 4.2 数控铣削编程的工艺基础 4.2.1 数控铣削加工零件图样的分析 1.零件图的尺寸标注应适应数控加工的特点 2.零件轮廓的几何元素的条件应充分 要求:计算出所有基点、节点的坐标 基点:各几何要素的连接点 几何要素:组成轮廓曲线的直线、圆弧等 节点:插补线段间的交点 4.2.1 数控铣削加工零件图样的分析 4.2.2 数控铣削加工零件工艺性分析 原则:在保证加工精度的前提下尽量提高效率 (1)加工顺序:粗加工→半精加工→精加工 (2)尽量采用按同一尺寸基准 (3)先加工面后加工孔 (4)当位置精度要求较高时,注意消除进给系统的反向间隙 P1→P2→P3→P4→P5→P6 P1→P2→P3→回→P6→P5→P4 (5)同轴孔尽量一次加工 (6)尽量缩短空行程 (7)尽量减少换刀次数 (8)尽量减少装夹次数 4.2.3 数控铣刀的选用 1.面铣刀:加工较大平面 2.立铣刀:加工凹槽、台阶面、平面轮廓 3.模具铣刀:加工曲面 圆锥形立铣刀、圆柱形球头铣刀、圆锥头铣刀 4.键槽铣刀:加工键槽 5.其他成形锐刀:加工凹槽、斜角面、特形孔等 4.2.6 刀位点的概念 程序中表示刀具位置的特征点 端铣刀、立铣刀、钻头 —— 底面中心 球头铣刀 —— 球头球心 尖头车刀、镗刀 —— 刀尖 任务二 铣床半径补偿 复习: 4.1 数控铣削编程的工艺基础 4.2 平面轮廓零件的加工 4.2.1 刀位点的概念 程序中表示刀具位置的特征点 端铣刀、立铣刀、钻头 —— 底面中心 球头铣刀 —— 球头球心 尖头车刀、镗刀 —— 刀尖 圆弧车刀 —— 圆弧圆心上 新课导入: 问题的提出 刀具轨迹与工件轮廓并不重合 解决办法 编程时,按工...





 VIP
VIP

