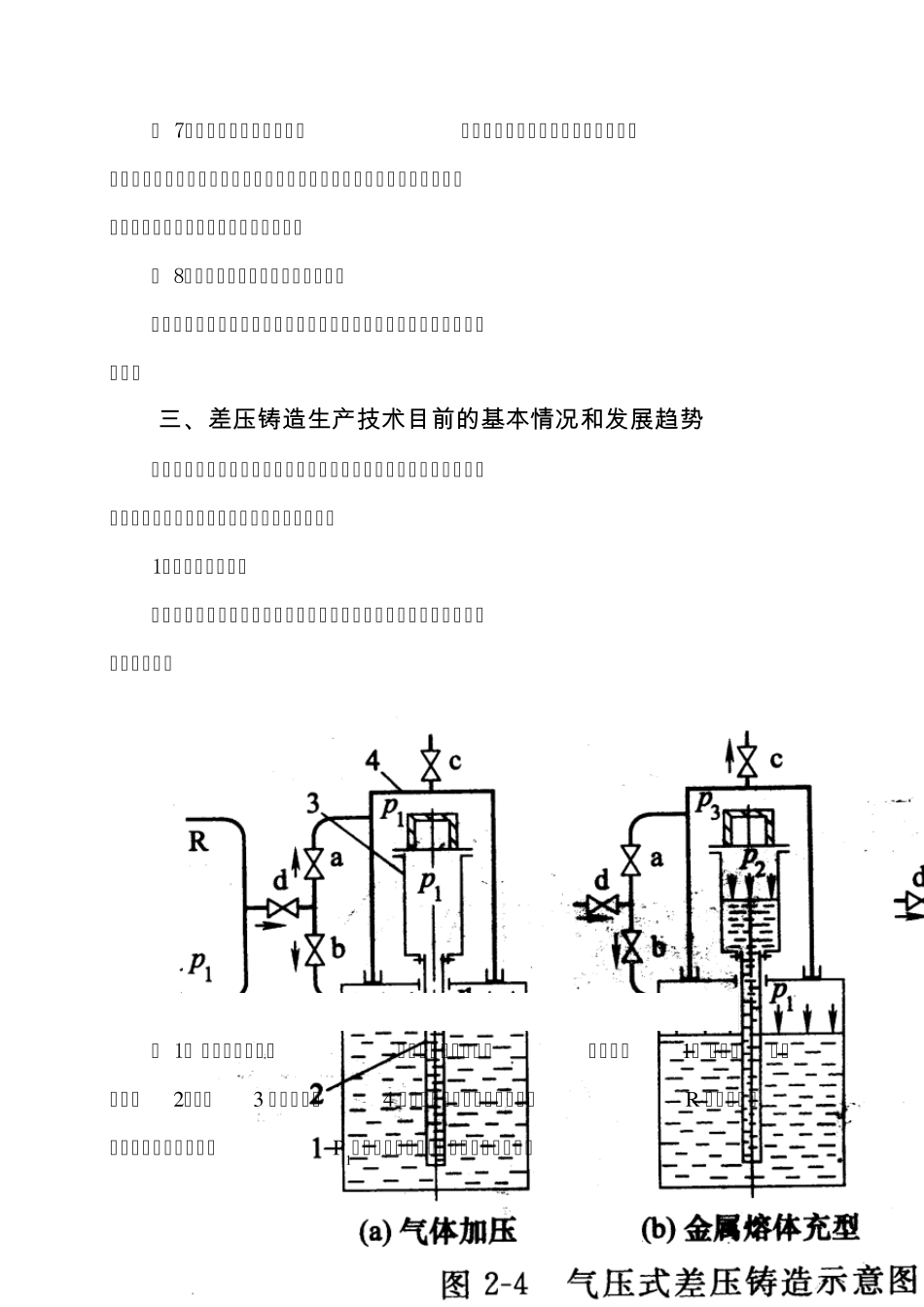
- 1 - 差 压 铸 造 生 产 技 术 在 汽 车 连 杆 叉 中 的 创 新 使 用 研 究 报 告 一 、差 压 铸 造 技 术 特点 ( 1 )差压铸造,又称反压铸造,压差铸造,是一种压力下充型和凝团结晶的铸造工艺方法,兼有低压铸造和压力釜铸造的特点 它是在低压铸造的基础上,铸型外罩个密封罩,同时向坩埚和罩内通人压缤空气,但坩埚内的压力略高,将坩埚内的金属液在压力差的作用下经升液管充填铸型,并在压力下结晶。它是低压铸造与压力釜铸造两种铸造方法的结合。 ( 2 )差压铸造的特点之一就是浇注系统与位于铸型下方的升液管直接相连,充型时液态金属从内浇口引入,由下布上地充填铸型,凝固过程中升液管中炙热的金属液由浇注系统向铸件提供补缩。因此,通常情况下,实现“自上而下的顺序凝固”方式是历来公认的差压铸造原则。充型凝固时,铸件纵向温度分布正好有利于反重力铸造的金属液充填和补缩。因此,在凝固过程中,铸件底部到顶部温度分布的趋势是由高到低。 二、推广用 差 压 铸 造 技 术 生 产 汽 车 连 杆 叉 的 意义 ( 1)充型金属液质量好,重力铸造是从上而下将金属液倒入型腔,故而浮在液面上的夹杂物极易卷入型腔形成夹缝。而差压铸造相反,它是将吸液管深深地插入熔炉的底部,采用底注式浇注系统,在压力的作用下,底部的优质金属液平稳地进入型腔,减少了夹渣形成的机会。 - 2 - ( 2)充型平稳 由于差压铸造机的可控性,浇注速度,也就是进气速度也是可控的。按流体力学计算出产生紊流的最小速度,也就得到了液体金属保证层流的最大速度。金属液可以相对平稳地进入铸型,极大地避免了重力铸造条件下所产生的冲击、涡流和紊流。 ( 3)铸件的组织致密 一般铸件的实际凝固状态都是介于同时凝固和顺序凝固之间,因而或多或少地在凝固后都存在疏松组织,在自由浇注条件下,由于外界压力小,疏松组织大量存在,在差压条件下,由于压力的存在(P1>0.1MPa),金属的补缩能力增强,因而组织致密度高。 ( 4)可获得薄壁铸件 同样是由于压力场的存在,金属的充型能力得到增强,又由于压差(△p)是可控的,就可以通过采用增压方式来提高充型能力,生产出薄壁铸件。 ( 5)可减少铸件的针孔缺陷 除真空条件外,一般金属液中都溶有一定数量的气体,其中以氢居多。它们以H 原子的形式存在,当温度降低,也就是铸件凝固时,H 原子的溶解度降低。并以分子态H2形式析出...






 VIP
VIP

