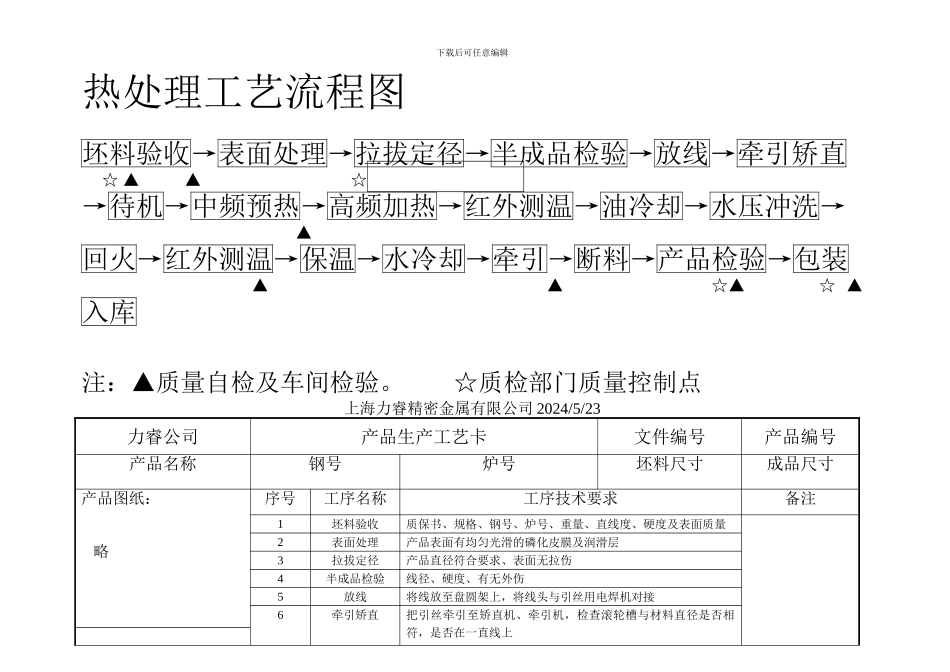
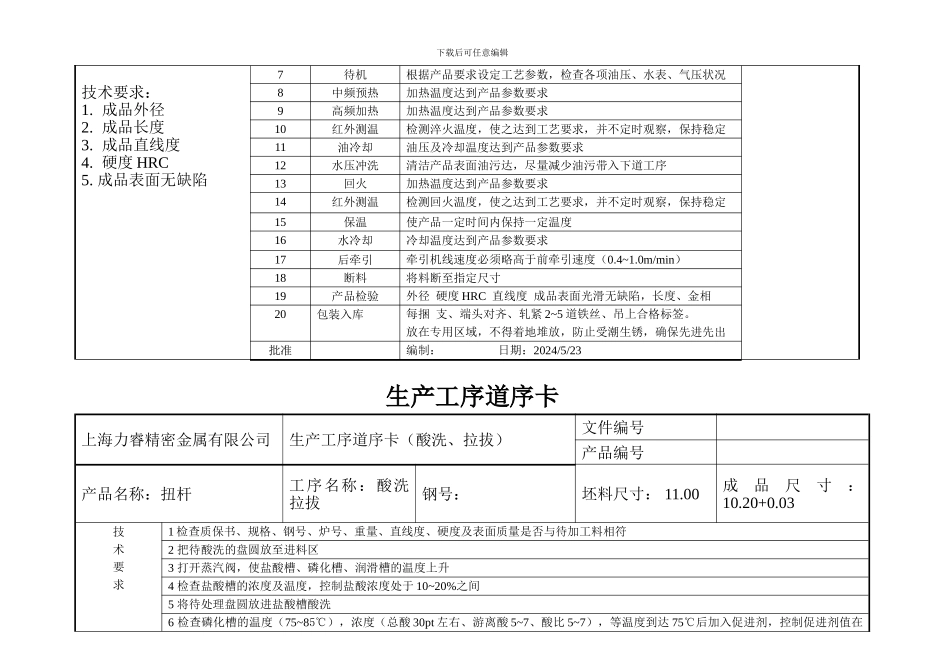
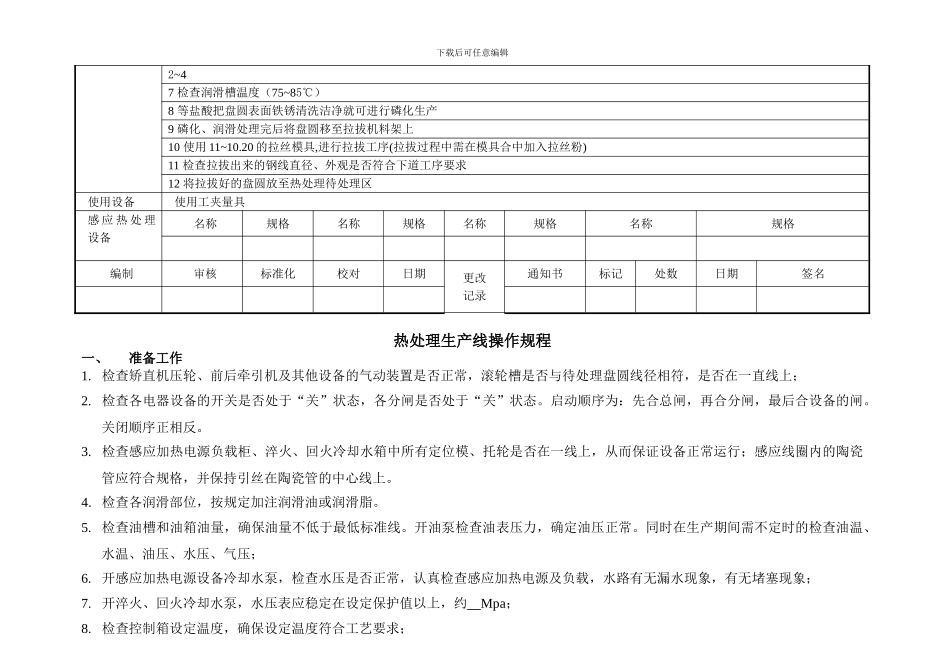
下载后可任意编辑热处理工艺流程图坯料验收→表面处理→拉拔定径→半成品检验→放线→牵引矫直 ☆ ▲ ▲ ☆ →待机→中频预热→高频加热→红外测温→油冷却→水压冲洗→ ▲ 回火→红外测温→保温→水冷却→牵引→断料→产品检验→包装 ▲ ▲ ☆▲ ☆ ▲ 入库 注:▲质量自检及车间检验。 ☆质检部门质量控制点上海力睿精密金属有限公司 2024/5/23力睿公司产品生产工艺卡文件编号产品编号产品名称钢号炉号坯料尺寸成品尺寸产品图纸: 略序号工序名称工序技术要求备注1坯料验收质保书、规格、钢号、炉号、重量、直线度、硬度及表面质量2表面处理产品表面有均匀光滑的磷化皮膜及润滑层3拉拔定径产品直径符合要求、表面无拉伤4半成品检验线径、硬度、有无外伤5放线将线放至盘圆架上,将线头与引丝用电焊机对接6牵引矫直把引丝牵引至矫直机、牵引机,检查滚轮槽与材料直径是否相符,是否在一直线上下载后可任意编辑技术要求:1. 成品外径2. 成品长度3. 成品直线度4. 硬度 HRC5. 成品表面无缺陷7待机根据产品要求设定工艺参数,检查各项油压、水表、气压状况8中频预热加热温度达到产品参数要求9高频加热加热温度达到产品参数要求10红外测温检测淬火温度,使之达到工艺要求,并不定时观察,保持稳定11油冷却油压及冷却温度达到产品参数要求12水压冲洗清洁产品表面油污达,尽量减少油污带入下道工序13回火加热温度达到产品参数要求14红外测温检测回火温度,使之达到工艺要求,并不定时观察,保持稳定15保温使产品一定时间内保持一定温度16水冷却冷却温度达到产品参数要求17后牵引牵引机线速度必须略高于前牵引速度(0.4~1.0m/min)18断料将料断至指定尺寸 19产品检验外径 硬度 HRC 直线度 成品表面光滑无缺陷,长度、金相 20包装入库每捆 支、端头对齐、轧紧 2~5 道铁丝、吊上合格标签。放在专用区域,不得着地堆放,防止受潮生锈,确保先进先出批准编制: 日期:2024/5/23生产工序道序卡上海力睿精密金属有限公司生产工序道序卡(酸洗、拉拔)文件编号产品编号产品名称:扭杆工序名称:酸洗拉拔钢号:坯料尺寸: 11.00成品尺寸:10.20+0.03技术要求1 检查质保书、规格、钢号、炉号、重量、直线度、硬度及表面质量是否与待加工料相符2 把待酸洗的盘圆放至进料区3 打开蒸汽阀,使盐酸槽、磷化槽、润滑槽的温度上升4 检查盐酸槽的浓度及温度,控制盐酸浓度处于 10~20%之间5 将待处理盘圆放进盐酸槽酸洗6 检查磷化槽...





 VIP
VIP

