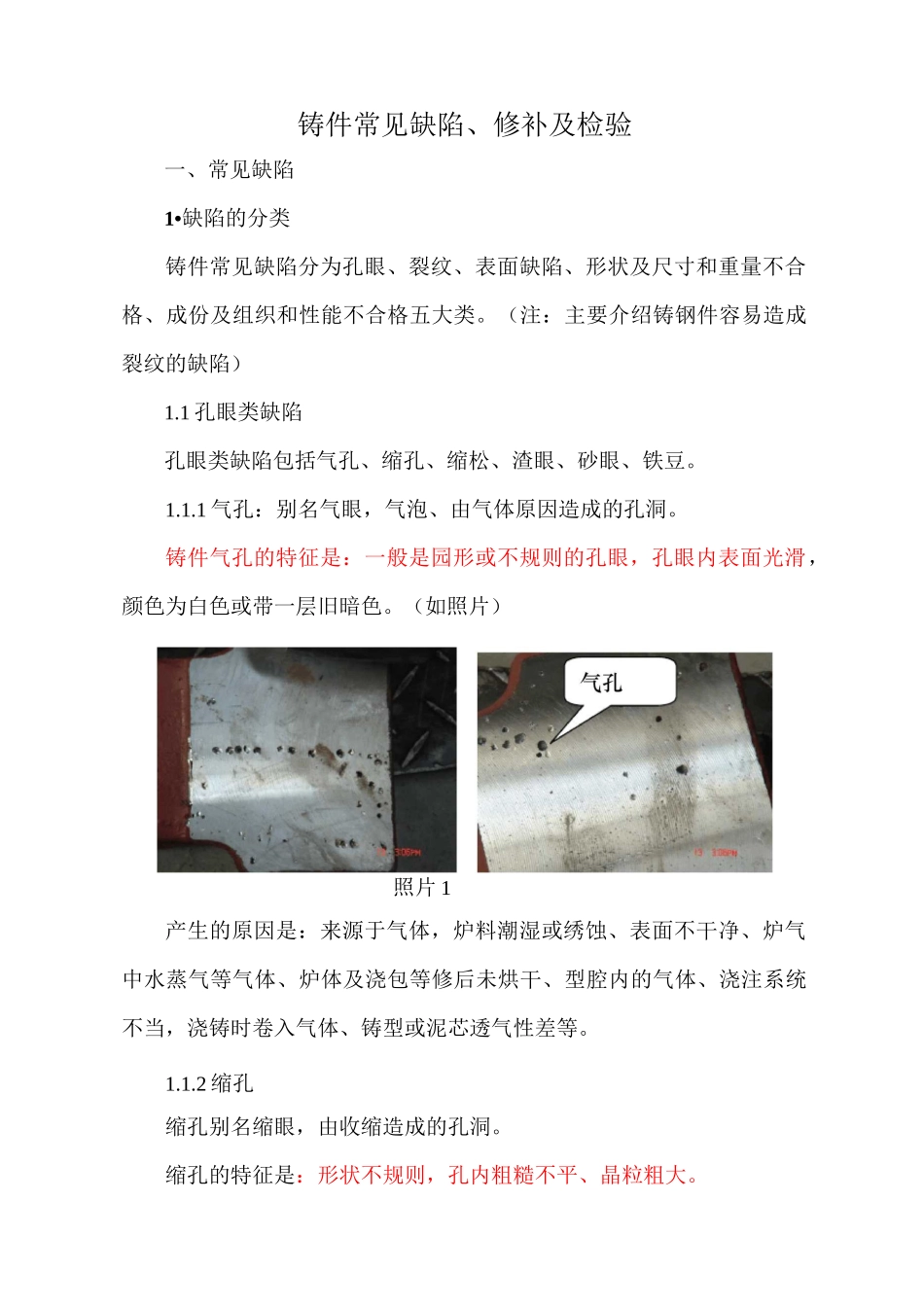
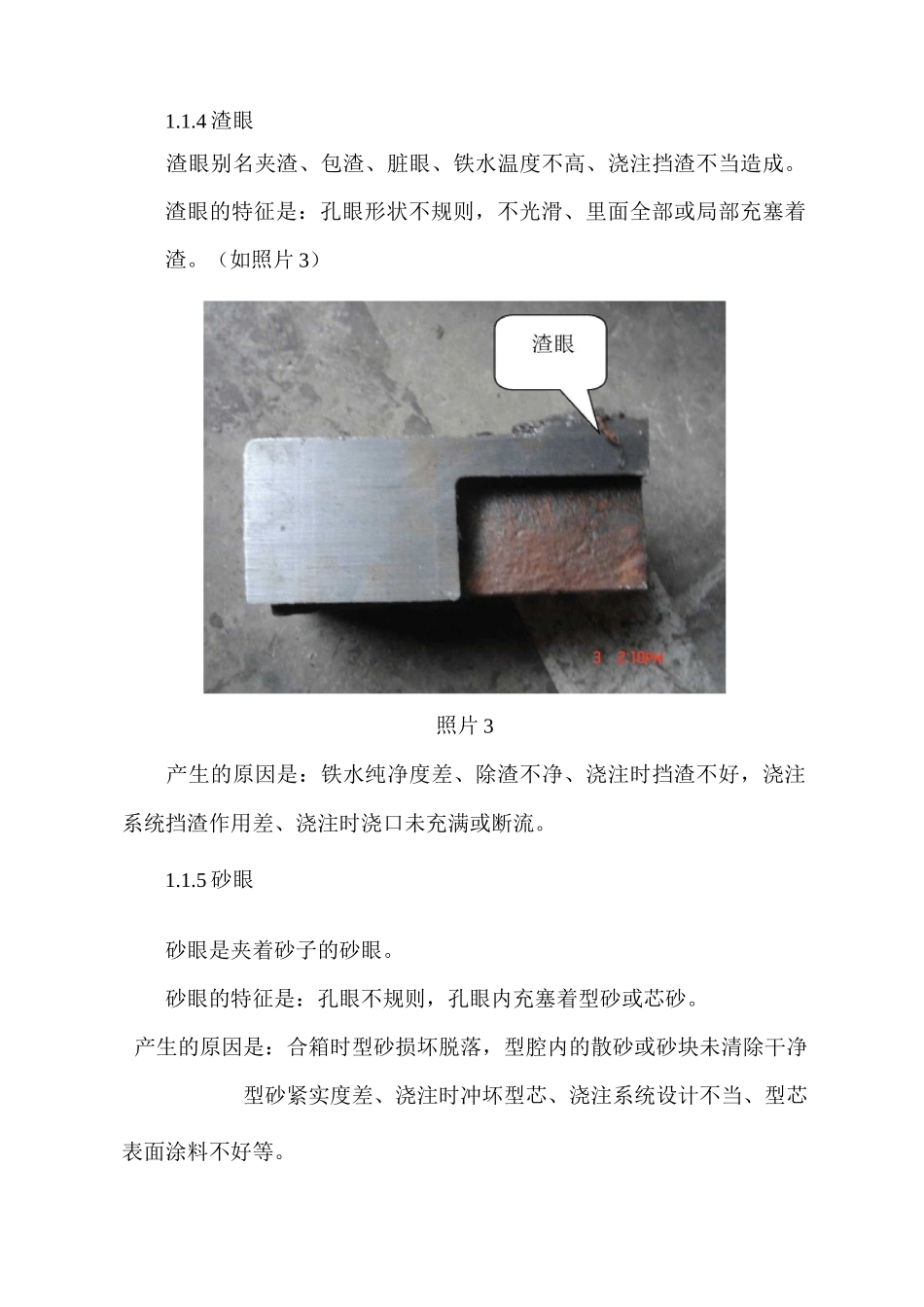
铸件常见缺陷、修补及检验一、常见缺陷1•缺陷的分类铸件常见缺陷分为孔眼、裂纹、表面缺陷、形状及尺寸和重量不合格、成份及组织和性能不合格五大类。(注:主要介绍铸钢件容易造成裂纹的缺陷)1.1 孔眼类缺陷孔眼类缺陷包括气孔、缩孔、缩松、渣眼、砂眼、铁豆。1.1.1 气孔:别名气眼,气泡、由气体原因造成的孔洞。铸件气孔的特征是:一般是园形或不规则的孔眼,孔眼内表面光滑,颜色为白色或带一层旧暗色。(如照片)照片 1产生的原因是:来源于气体,炉料潮湿或绣蚀、表面不干净、炉气中水蒸气等气体、炉体及浇包等修后未烘干、型腔内的气体、浇注系统不当,浇铸时卷入气体、铸型或泥芯透气性差等。1.1.2 缩孔缩孔别名缩眼,由收缩造成的孔洞。缩孔的特征是:形状不规则,孔内粗糙不平、晶粒粗大。产生的原因是:金属在液体及凝固期间产生收缩引起的,主要有以下几点:铸件结构设计不合理,浇铸系统不适当,冷铁的大小、数量、位置不符实际、铁水化学成份不符合要求,如含磷过高等。浇注温度过高浇注速度过快等。1.1.3 缩松缩松别名疏松、针孔蜂窝、由收缩耐造成的小而多的孔洞。缩松的特征是:微小而不连贯的孔,晶粒粗大、各晶粒间存在明显的网状孔眼,水压试验时渗水。(如照片 2)照片 2产生的原因同以上缩孔。1.1.4 渣眼渣眼别名夹渣、包渣、脏眼、铁水温度不高、浇注挡渣不当造成。渣眼的特征是:孔眼形状不规则,不光滑、里面全部或局部充塞着渣。(如照片 3)照片 3产生的原因是:铁水纯净度差、除渣不净、浇注时挡渣不好,浇注系统挡渣作用差、浇注时浇口未充满或断流。1.1.5 砂眼砂眼是夹着砂子的砂眼。砂眼的特征是:孔眼不规则,孔眼内充塞着型砂或芯砂。产生的原因是:合箱时型砂损坏脱落,型腔内的散砂或砂块未清除干净型砂紧实度差、浇注时冲坏型芯、浇注系统设计不当、型芯表面涂料不好等。1.1.6 铁豆铁豆是夹着铁珠的孔眼、别名铁珠、豆眼、铁豆砂眼等。铁豆的特征是:孔眼比较规则、孔眼内包含着金属小珠、常发生在铸铁件上。1.2 裂纹类缺陷裂纹类缺陷包括:热裂、温裂、冷裂。1.2.1 热裂热裂是在较高温度下产生的,常发生在凝固温度附近。热裂的特征是:铸件上有穿透或不穿透的裂纹,呈弯曲形,开裂处表面氧化。(如照片 4)产生的原因是:铁中含硫量过高或杂质过多、砂型的退让性能差、浇注温度控制不当、铸件壁簿厚转接处过渡剧烈、浇口、冷铁、收缩筋、排气孔的尺寸和位置不当等。1.2.2 温裂温裂又称热...






 VIP
VIP
